

Как врезаться в магистраль?
Главный инструмент для проведения этих работ, это специальный механизм для сверления водопроводных труб под давлением. Этот способ достаточно производительный и быстрый, если строго следовать правилам техники безопасности и строго соблюдать все технологические этапы.
Этапы отвода магистрального трубопровода под давлением:
- Земляные работы.
- Процесс врезки.
- Выполнение отвода водоснабжения.
В момент проведения земляных работ необходимо вырыть котлован размером 1,5 х 1,5 метров. Его дно должно быть на 50 см ниже трубы. Вначале работы можно выполнять при помощи экскаватора, пока не будет достигнута металлическая или полимерная лента, которая укладываться над трубой на расстоянии 30-50 см, после чего работа производится только при помощи лопат. Если же место врезки располагается в колодце – данный этап исключается.
- С помощью отверстия в седелке либо разборном хомуте производится прокол стенки арматуры. Данный элемент сопряжения больше напоминает тройник. На боковой отвод накручивается запорный вентиль, задачей которого является перекрытие потока воды после прокола.
- Для установки пластиковых труб можно воспользоваться ординарными седловыми хомутами либо седелками-обоймами.
- Идеальным решением седелки для полимерных труб — является электросварной разборный хомут. Разбираясь на две части, он монтируется над местом врезки и спаивается с трубой с помощью сварочного аппарата. Благодаря этому методу, получается герметичное и высокопрочное соединение.
- Завершающим этапом является отвод водопровода от линии магистрали. Новая ветвь водопровода начинается на вентиле седелки, а заканчивается на водомере.
- Если требуется врезаться в коммуникации, располагающиеся под землей, то вначале необходимо выкопать яму в месте расположения трубопровод.
Для того чтобы упростить эксплуатацию отвода, над местом установки врезанной трубы устанавливается кессон. Его обустраивают, начиная с углубления котлована на 50-70 см. Место отобранного грунта заполняют подушкой из гравия толщиной 20 см. После чего на гравий настилается рубероид и заливается бетонная плита толщиной 10 см, которая армируется решеткой из арматуры.

Устанавливаем фланцы
Этот вариант больше подойдёт тем, кто работает с большими диаметрами. Благодаря ему в процессе эксплуатации возникает меньше проблем с доступом при необходимости сделать очистку.
Фланцы выглядят как диски плоской формы с опорой на прямые бруты.
Монтаж труб в системе состоит из нескольких этапов.
Начинается всё с создания ровного среза на концах заготовок. Главное – чтобы пыль и стружка внутри отсутствовали. Затем переходят к надеванию фланцев на срезы, подготовленные заранее. Между местами с дисками располагаем прокладки из резины. Для соединения фланцев друг с другом применяют болты
Важно, чтобы затягивание было равномерным, без прикладывания больших усилий
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу
В обоих случаях следует проявить осторожность, т. к
есть риск испортить покрытие горячим пальником. Необходимо принять удобную позу. Любые задержки приведут к снижению качества шовного соединения, появлению дефектов, которые могут стать причиной сокращения периода службы трубопровода. Другие последствия промедлений во время сварки ПП-изделий:
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.

Некачественная пайка полипропиленовых труб
При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Рез ручным клуппом
В домашней мастерской рекомендуется проводить рез ручным клуппом. Среди особенностей подобного процесса можно отметить следующие моменты:
Рабочая часть устанавливается в специальном держателе, выполненном в виде трещотки. Он существенно упрощает процесс нарезания витков на поверхности трубы.
Начать работу можно с очистки трубы. Стоит учитывать, что при нарезать витки можно только при отсутствии сильных дефектов.
Зачистка поверхности проводится до металла, пока он не начнет блестеть.
Наружная кромка обрабатывается для получения фаски. За счет этого обеспечивается захождение инструмента.
Поверхность обрабатывается техническим вазелином. Он снижает степень трения, делает ход инструмента более плавным.
Труба крепится в тисках, можно удерживать ее и газовым ключом
Важно исключить вероятность наклона или смещения трубы при оказании на нее высокой нагрузки.

Работа предусматривает совершение нескольких витков по часовой стрелке, после чего в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.










С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Соединение полипропиленовых труб: способы и особенности
Статьи
Высококачественная стыковка труб из полипропилена достигается благодаря учету толщины их стенок.
Даже соединение полипропиленовых труб с металлическими будет надежным и долговечным при таком подходе.
Монтаж с резьбовым соединением металлических и полипропиленовых труб
Тонкостенные трубы соединяют резьбой:
- трубы PN 10 для холодной воды (+20°) или теплых полов (+45°);
- трубы PN 16 используют для подачи холодной воды при повышенном давлении или в трубопроводах отопления с пониженным давлением.
Принцип резьбового соединения
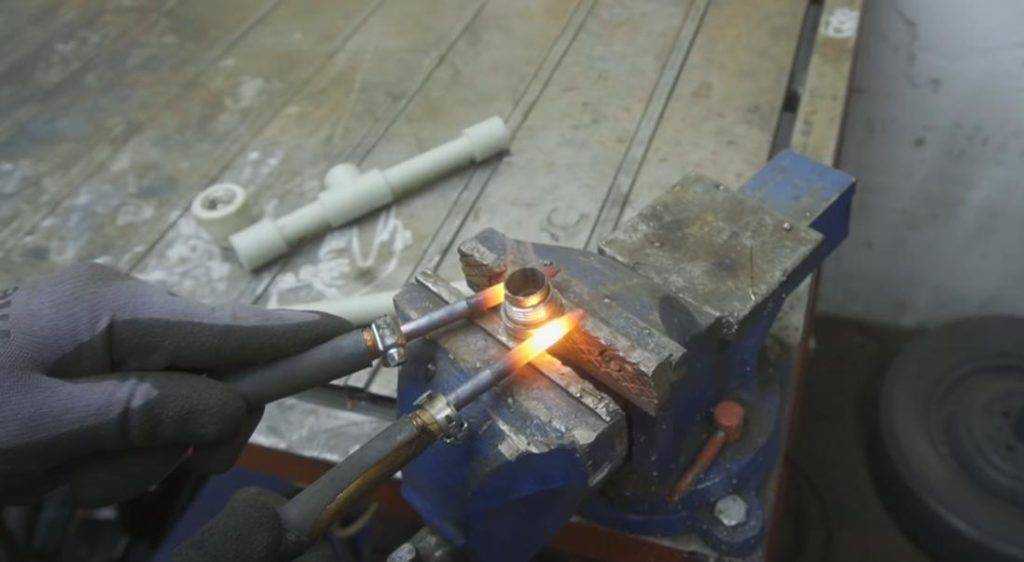
Сварка – наиболее качественный вариант для:
Сварочное соединение в разрезе
Популярность полипропиленовых труб в простоте их любых соединений, доступных людям даже без специальной подготовки. Поэтому вопрос, как соединить полипропиленовые трубы, решается чаще всего самостоятельно.
Фитинги GEBO
Такое название получили специальные устройства для соединения труб. Названы они в честь компании GEBO, которая первая разработала и освоила производство компрессионных фитингов. Переход с металла на полипропилен без резьбы «Гебо» можно использовать при температуре жидкости до 90 ℃, что дает возможность применять их как в горячем водоснабжении, так и в системах отопления.
Устройства могут быть двух видов:
односторонние, которые имеют с одной стороны резьбовую часть для подключения к металлической трубе, а второй стороной подключаются через компрессионное кольцо к полипропиленовому изделию;

двухсторонние фитинги с обеих сторон снабжены компрессионными кольцами.

На заметку слесарю: о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе. Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания. Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26 º. Стандартное значение угла вершины профиля на конической резьбе — 60º.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы. При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55º, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы. В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
Опубликовано 02.06.2020 Обновлено 13.06.2020 Пользователем admin
Что такое сгоны
Сгон – это соединительная деталь, которая выглядит как коротенькая трубка, у которой на одном конце резьба короткая, на другом более длинная. Сюда надевается контргайка и муфта целиком.
Рекомендуется брать сгоны для труб с достаточно длинной резьбой, иначе все детали не поместятся на участке с резьбой, и тогда потребуется увеличивать расстояние между соединяемыми концами трубы и сгона, в результате прочность соединения будет снижена.
Данная соединительная деталь наиболее часто применяется при прокладке водопроводов. Поэтому ее необходимо обрабатывать антикоррозийными средствами.

Чаще всего встречаются следующие виды металлических сгонов для труб:
- Никелированные. Данные сгоны придают трубопроводу более красивый вид, поэтому чаще всего используются в жилых помещениях. Однако они более дорогие по сравнению с обычными стальными деталями.
- Оцинкованные. Применяются на открытых участках, где на трубопровод будут оказывать влияние атмосферные явления.
- Стальные. Используются для трубопроводов, укладываемых в грунт. Чтобы предотвратить образование коррозии осуществляется их покраска.
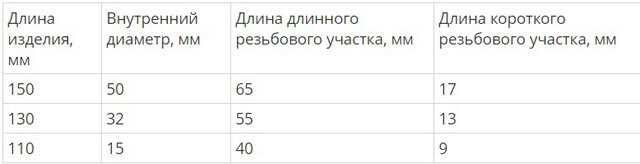
Госстандартом определены такие размеры сгонов для труб:
- 150×50×65×17 мм, где первое значение длина, второе – внутренний диаметр, третье – длина одного резьбового участка, последнее – длина другого резьбового участка;
- 130×32×55×13 мм;
- 110×15×40×9 мм.
Порядок нарезки внешней резьбы на водопроводной трубе
Водопроводные трубы есть практически в каждом жилом и коммерческом помещении. Последовательность действий при нарезании резьбы следующая:
- Подготовка. На подготовительном этапе главное удалить всю грязь и возможную ржавчину, а также убрать все дефекты. В противном случае могут возникнуть трудности с проведением работы.
- Установка заготовки. Труба должна быть расположена строго вертикально, иначе плашка может сместиться в сторону.
- Нарезание. На данном этапе нужно следить за строго вертикальным расположением используемого механизма, так как даже незначительное смещение может привести к существенным проблемам.
- Проверка качества. Данный этап предусматривает навинчивание гайки, за счет чего и проверяется чистота витков и точность их расположения.

При применении токарного станка провести создание витков можно за один продольный проход. Однако, токарно-винторезные станки не лучшим образом подходят для рассматриваемой задачи.
С использованием муфт
 Обыкновенная муфта для пластиковых трубопроводов — это достаточно простая по своему устройству деталь. Она состоит из:
Обыкновенная муфта для пластиковых трубопроводов — это достаточно простая по своему устройству деталь. Она состоит из:
- чугунного корпуса;
- двух гаек;
- прокладок из резины;
- четырёх металлических шайб.
Муфту можно найти в ближайшем магазине сантехники, либо, если есть определённые навыки и знания, сделать своими руками. При этом характеристики муфты должны строго соответствовать размерам соединяемых изделий. Обыкновенные муфты подойдут как для напорных пластиковых трубопроводов, так и для трубопроводов без напора. С их помощью обеспечивают надежное соединение полипропилена без применения паяльника.
В муфту для формирования соединения необходимо вставить концы труб так, чтобы они соприкасались в середине. Концы должны проходить через шайбы, прокладки и гайки. Потом надо плотно затянуть гайки, так, чтобы давление на прокладки оказалось достаточно сильным.
Стыковка пластиковых труб муфтой стопроцентно даёт герметичный шов даже без применения пайки. Но в определённых случаях, например, если труба имеет малую длину или примыкает непосредственно к полу (или иной горизонтальной поверхности), установить обыкновенную муфту не представляется возможным.

Для таких сложных случаев придумана зажимно-соединительная муфта. Как её использовать? Сначала нужно очистить край пластиковой трубы. Потом надо развинтить муфту и надеть на пластиковое изделие в правильной последовательности все детали крепления. Причём уплотнительное кольцо должно в итоге располагаться на расстоянии как минимум один сантиметр от края изделия.
Затем в торец пластиковой трубы нужно вставить сам корпус зажимно-соединительной муфты. А потом к этому корпусу нужно придвинуть все имеющиеся кольца и закрутить болт. А к резьбе, расположенной с другой стороны муфты, необходимо будет прикрепить фитинг «американку» с подсоединённой к нему пластиковой трубой.
Для контроля прочности соединения необходимо осторожно потянуть муфту на себя, придерживая свободной рукой трубу, к которой он прикреплён. Муфта должна оставаться неподвижной. Если же она движется, это означает, что была выбрана деталь не того размера
Именно поэтому она так плохо держится на трубопроводе. Впрочем, исправить это легко — следует лишь потуже затянуть резьбу
Если же она движется, это означает, что была выбрана деталь не того размера. Именно поэтому она так плохо держится на трубопроводе. Впрочем, исправить это легко — следует лишь потуже затянуть резьбу.
Что представляет из себя сварочный аппарат для пластиковых труб
Действие сварочного аппарата для пластиковых труб заключается в разогреве концов трубы и фитинга, которые будут соединяться между собой, до температуры, близкой к плавлению. Благодаря размягчению материала после остывания они образуют единую монолитную конструкцию.
Сам аппарат состоит из опорной платформы и корпуса, оснащенного:
- регулятором температуры,
- световыми индикаторами рабочего состояния аппарата,
- греющего элемента (зеркала, подошвы),
- рукоятки для регулировки положения зеркала.

В подошве аппарата находятся два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые часто встречающиеся насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр — 63 мм.








Существует 2 вида сварочных аппаратов для пластика: мечевидный и цилиндрический. Мечевидного аппарата достаточно для применения в бытовых условиях, но этот инструмент обладают одним недостатком — довольно плохой устойчивостью.
Рекомендуем ознакомиться: Чем отличается гофра пнд от пвх и что лучше выбрать?
Чтобы во время работы не произошло переворачивание аппарата, необходимо либо обеспечить дополнительное крепление, либо работать крайне аккуратно. Цилиндрические аппараты не имеют такого недостатка, но являются более профессиональным оборудованием, а потому стоят на порядок дороже.
Что касается качества сварки ,то если соблюдать технологические требования процесса, результат на обоих видах аппаратов будет одинаково хорошим.

Нарезка труб
Процесс нарезки полипропиленовых труб может осуществляться двумя способами. Первый: предварительное отмеривание всех необходимых участков и разрезка в соответствии с этими измерениями. Второй способ: отрезание по месту соединения непосредственно при монтаже.
Как правило, второй способ является более практичным и удобным и даёт лучшие результаты. Сама же резка трубных изделий осуществляется посредством специальных ножниц (подробнее: «Какие ножницы для полипропиленовых труб лучше выбрать – виды и преимущества»). Этим инструментом для труб полипропилен может разрезаться идеально ровно, что необходимо для качественного монтажа.

Как соединять полипропиленовые трубы с металлическими?
Не так уж редки ситуации, когда надо произвести соединение полипропиленового изделия с металлическим.
Чтобы понять, как правильно соединять полиэтиленовый трубопрокат с полипропиленовой или металлической смотрите видео уроки, размещенные в данной статье.
Существует несколько способов, как грамотно произвести соединение.
- С наличием резьбы. Предполагает, что используют фитинги, которые выглядят как муфты. Один конец снабжается резьбой на металл, а другой – срезом, с идеальной гладкостью.
- Фланцевого типа. Когда болты со шпильками стягивают конструкции самих фланцев. Они помогут понять, как соединять полипропиленовые трубы, видео сделают процесс более наглядным.
Сантехнический лён

Сантехнический лён, это продукт переработки льна и конопли. Представляет собой очищенные и чесаные волокна, внешне напоминающие волосы. Является натуральным уплотнителем.
Применение сантехнического льна
Применяется для герметизации резьбы горячего и холодного водообеспечения, систем отопления и газоснабжения. Одинаково эффективен для соединений из черных и цветных металлов. Используется для уплотнения не только резьбовых соединений, но и например, для уплотнения соединений канализационных труб, уплотнения щелей в банях, домах со сруба. Даже для шумоизоляции сантехнический лён весьма эффективен.
Характеристики сантехнического льна
Сантехнический лён делится на два сорта.
Чесаный сантехнический лён.
Это длинные, тонкие и крепкие волокна, очищенные от остатков стеблей растений. Используется для уплотнения водопроводных труб и газовых трубопроводов.
Трёпаный сантехнический лён.
Это сырьё для производства чесаного сантехнического льна. Имеет более рваную и неоднородную структуру из — за наличия большого количества щепок и остатков растений. Именно по этой причине не подходит для газовых труб, но подходит для уплотнения всех остальных соединений.
Преимущества сантехнического льна
- Долговечность.
- Низкая стоимость.
- Используется для любых диаметров. Наибольшая эффективность на больших диаметрах.
- Не требуется предварительная подготовка резьбы.
- Возможность регулировать положение без нарушения герметичности.
- Возможность использования в отопительных системах.
- Имеет способность к расширению, так как впитывает влагу.
Недостатки сантехнического льна
- Не эффективен без специальной сантехнической пасты.
- Из — за применения пасты пачкаются руки и место вокруг резьбы.
- Требует точного соблюдения витков.
- Для работы с паклей обязательно наличие опыта.
- По причине своего биологического происхождения имеет не очень высокий срок эксплуатации, около 5 лет.
Как наматывать сантехнический лён

Для начала нужно слегка промазать резьбу сантехнической пастой, затем нужно отделить от общего пучка небольшую прядь льняной пакли, расправить волокна по ширине. Мотать следует по часовой стрелке для правой резьбы. По окончании намотки, лишнее следует срезать, а уложенный уплотнитель хорошо промазать пастой.
Сколько льна наматывать на резьбу
Наматывать следует столько, чтобы материал покрыл полностью всю резьбу как минимум 2 — 3 оборота. Всё зависит от толщины выбранной пряди, и может отличаться от одного раза к другому.
- РоссияPREMIUM. Довольно популярный производитель сантехнического льна.
- ЕвропаVALTEC. Один из лучших производителей резьбовых уплотнителей.
- Китай Китайский сантехнический лён почему — то без названия.
Нарезание трубной резьбы вручную
Что такое нарезание резьбы?
Нарезание резьбы. это обработка отверстия или стержня в детали, при этом используется специальный резьбонарезной инструмент с целью получения внутренней или наружной винтовой нарезки, которая состоит из выступов-витков и поочередных спиральных канавок.
Нарезание резьбы. это обработка отверстия или стержня в детали, при этом используется специальный резьбонарезной инструмент.
Нарезка выполняется на трубах, гайках, болтах, применяемых в разъемных соединениях трубопровода и разных деталей оборудования. Если вы монтируете трубопровод вручную из труб, на которых нет резьбы, то вам будет полезно знать, как нарезать резьбу на трубе вручную.
- шаг
- глубина
- профиль
- угол профиля
- внутренний, средний и наружный диаметры.
Сварка (пайка) полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Видео описание
В этом видео показано, как провести фитинговое соединение
Крепёж Гебо
Один из популярных способов выполнить соединение труб без сварки и резьбы – это крепёж Гебо. Он хорошо подходит для стыковки как однородных, так и для труб из различных материалов, например, для соединения чугунных и стальных труб с пластиком, или между собой.
По сути, это зажимной фитинг, который бывает одно- и двухсторонний (более распространённый). Одна из разновидностей Гебо изготавливается в форме тройника, с помощью которого можно делать как соединения, так и переходники. Крепёж состоит из корпуса, зажимного кольца, уплотнения по бокам, а также конусной гайки, которая и сжимает все части между собой.
Такую систему достаточно просто монтировать, даже если нет опыта слесарных работ:
- Необходимо зачистить наждачкой будущие места стыка.
- Далее нужно надеть гайку и кольца в определённой последовательности: зажимное, прижимное и уплотняющее.
- Затем надевается само крепление Гебо и зажимается гайкой.
Применение крепежа Гебо Источник yandex.net
Инструменты, используемые для нарезания резьбы
Прежде чем приступать к выполнению работы, необходимо подготовить инструмент для нарезки резьбы на трубах, в состав которого входят следующие приспособления:
- рулетка, карандаш и штангенциркуль. Сборка трубопровода происходит по ранее подготовленной схеме. На первом этапе необходимо подготовить трубы определенной длины, указанной на схеме. Для разметки применяются рулетка и карандаш. Штангенциркуль используется для измерения диаметра труб и подбора нужного инструмента;

Рулетка и штангенциркуль для замера труб
Производить разметку труб надо предельно внимательно и аккуратно. Любая погрешность в измерении может привести к сбору неправильной конструкции, что приведет к необходимости повторного изготовления трубопровода.
- болгарка. Инструмент используется для нарезки труб по ранее нанесенной разметке. Вместо болгарки можно использовать ножовку по металлу;
Инструмент для нарезки металлических труб
- тиски. Нарезание резьбы на трубах должно производиться четко горизонтально. Для этого отрез трубы необходимо надежно зафиксировать;
Устройство для фиксации трубы в определенном положении
- машинное масло и любой иной смазывающий материал. Нарезка резьбы на трубах вручную будет производиться гораздо легче, если инструмент и конец трубы смазать специальными средствами;
- очки для защиты глаз. Любая работа должна производиться, соблюдая все правила безопасности. При нарезке резьбы металлическая стружка может попасть в глаза и нанести им сильные повреждения, поэтому необходима защита в виде очков;
- инструмент для нарезания резьбы на трубах. Это может быть один из трех вариантов:

Набор клуппов для нарезки резьбы разной величины

Набор плашек и плашкодержатель

Инструменты для нарезки внутренней резьбы
Выбор инструмента должен основываться на виде резьбы и приоритете мастера. Для нанесения внешней резьбы используются плашки, которые устанавливаются в клупп или плашкодержатель. Чтобы нанести внутреннюю резьбу, применяются метчики.









Выводы и полезное видео по теме
На размещенных в этом разделе видеороликах наглядно демонстрируется порядок работ выполнения крепежа труб из металла и полимеров при помощи фитинга “американка” и фланцевого соединения.
Практическое применение фланца:
Процесс соединения металлических (чугунных, стальных) и полимерных труб требует определенных сил и навыков
Вне зависимости от вида крепежа, для безукоризненных стыков важно правильно подбирать детали нужного размера, а также тщательно следовать инструкции
Хотите рассказать о том, как подключали пластиковую трубу во время ремонта к стальному или чугунному трубопроводу? Желаете поделиться полезной информацией с нами и посетителями сайта? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы и размещайте фото по теме статьи.