

Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
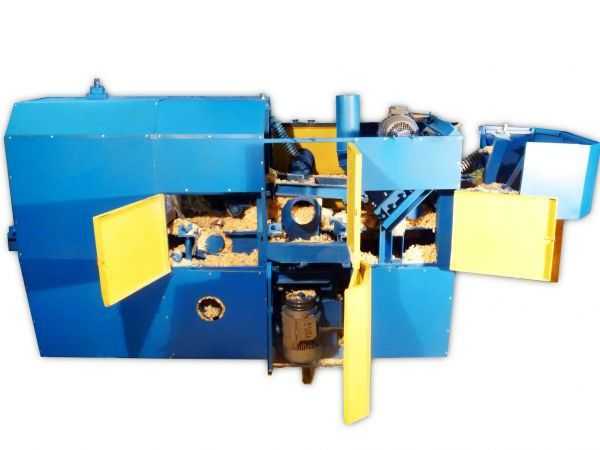
Конструкция станка достаточно сложная. В обязательном порядке к такому оборудованию должна быть приложена полноценная инструкция

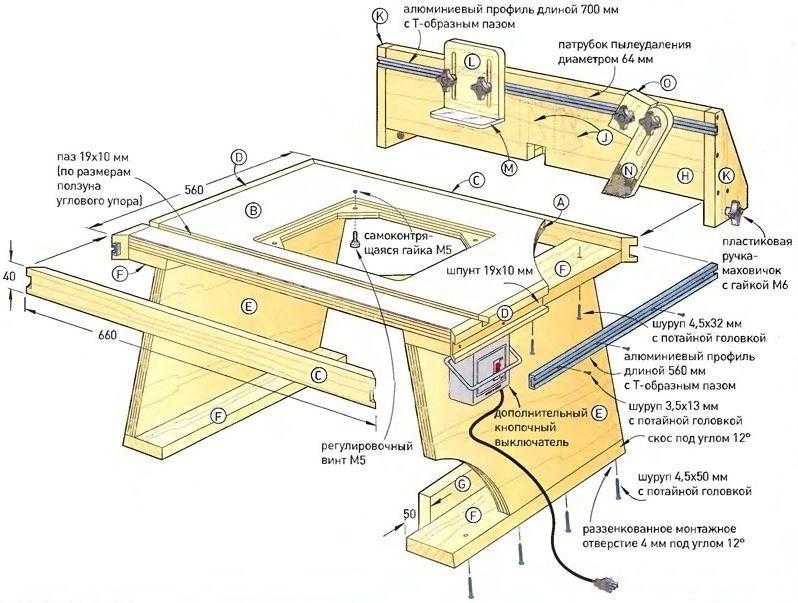
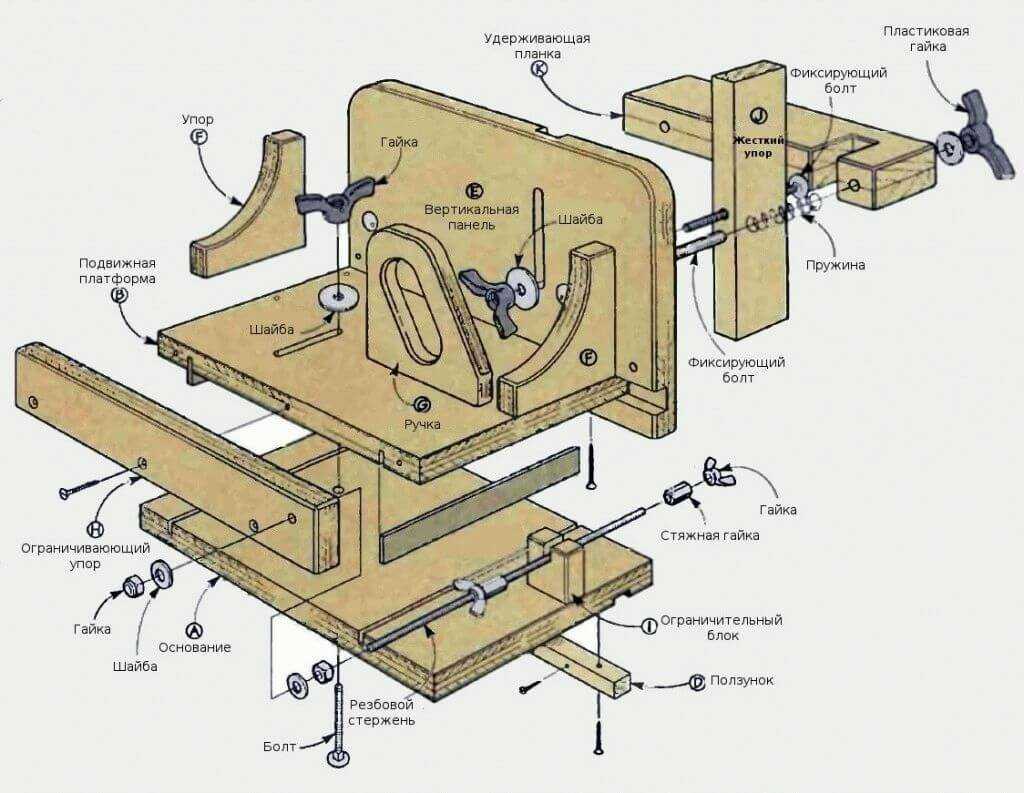
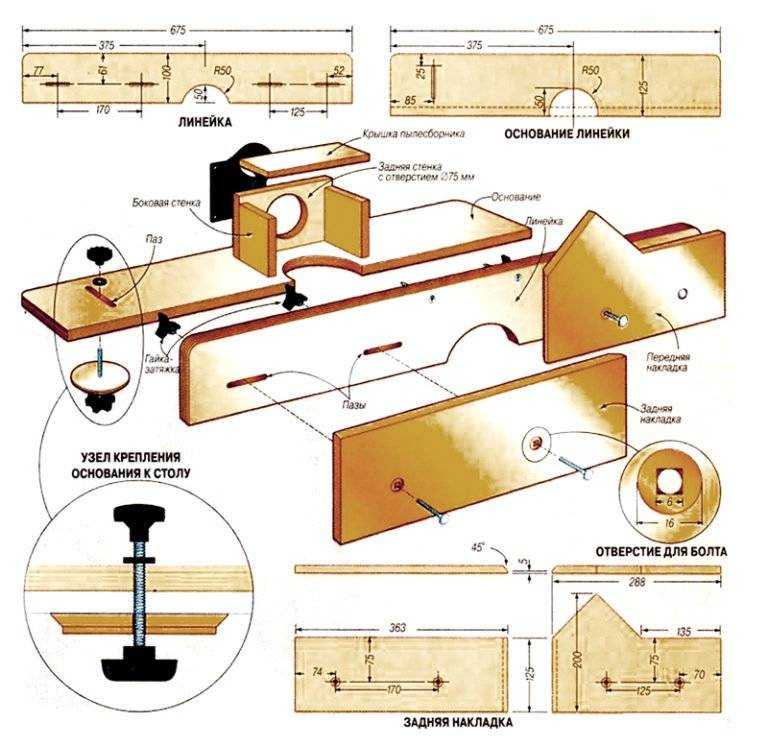
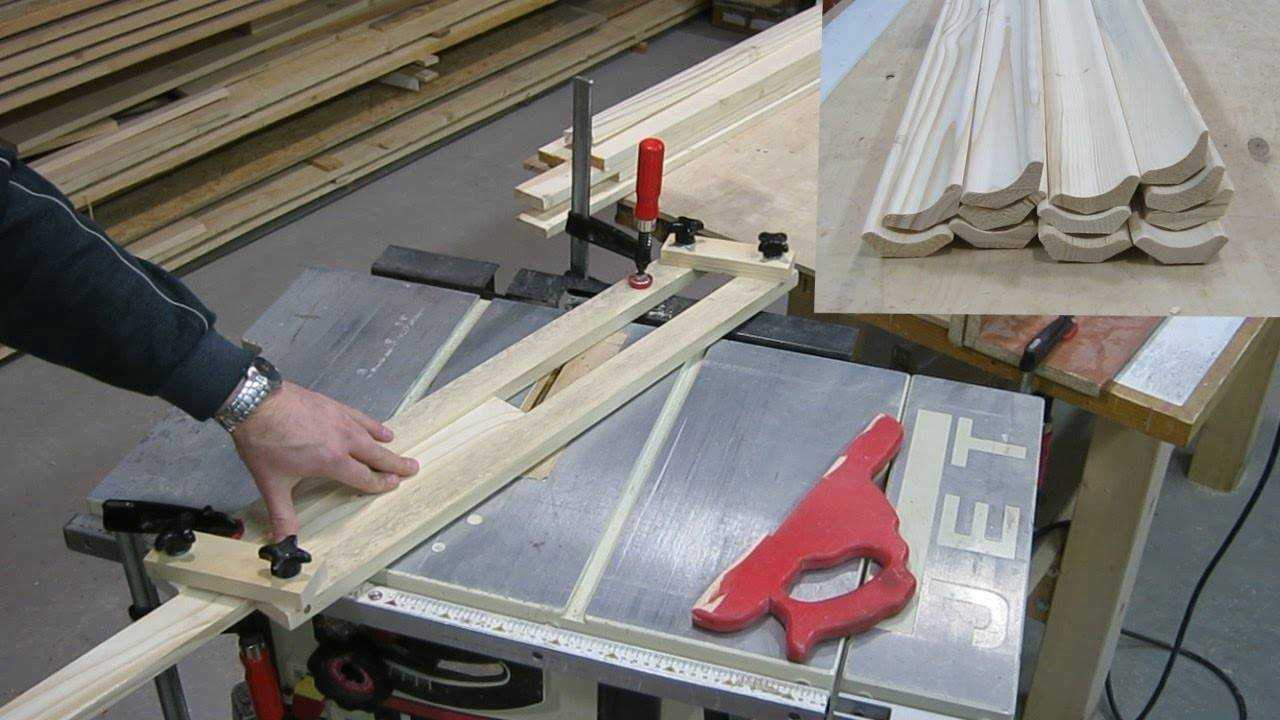
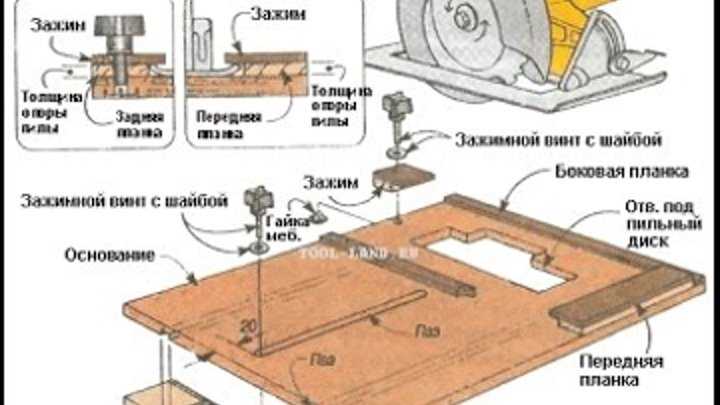
Мы видим пример самодельного станка для изготовления вагонки, его составляющие и детали

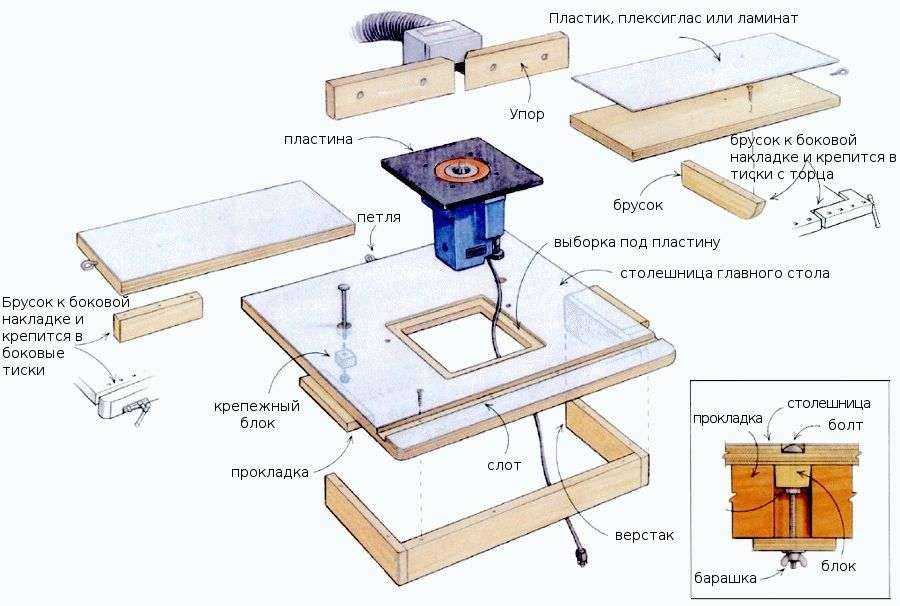
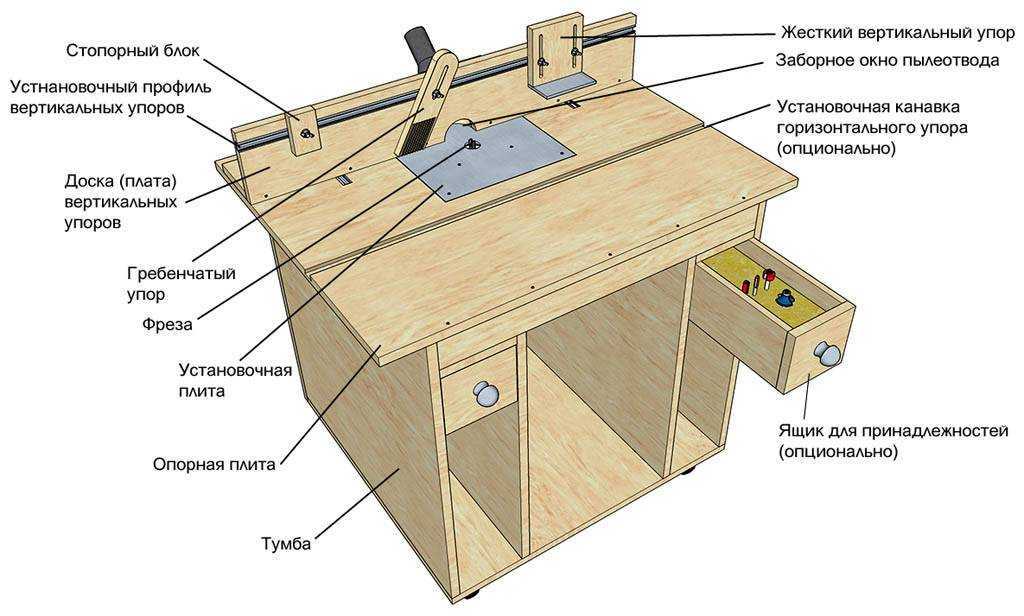
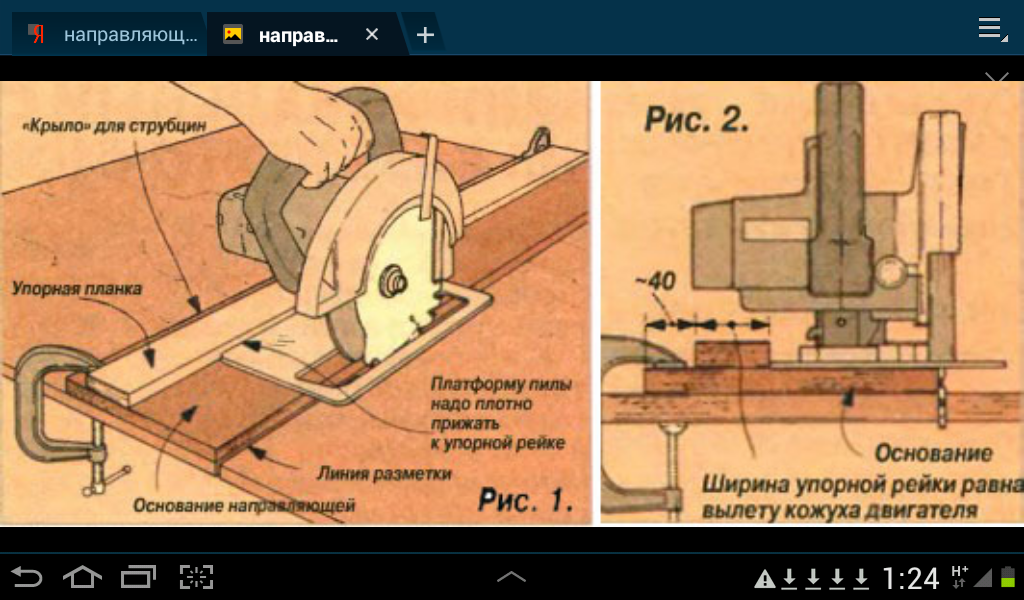
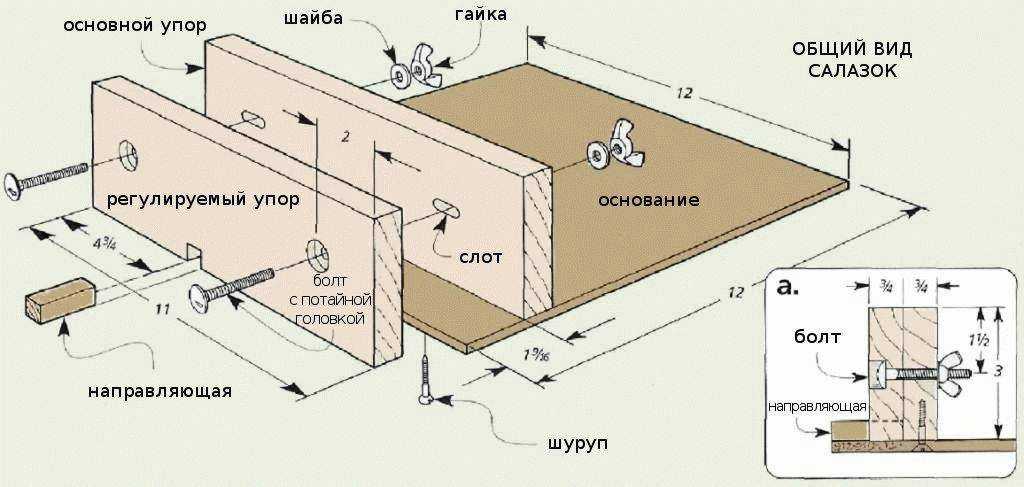
Мы видим ещё один пример самодельного станка для производства вагонки в домашних условиях
Чем отличается евровагонка от обычной?
- Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
- Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.

Фото — евровагонка категории В
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.
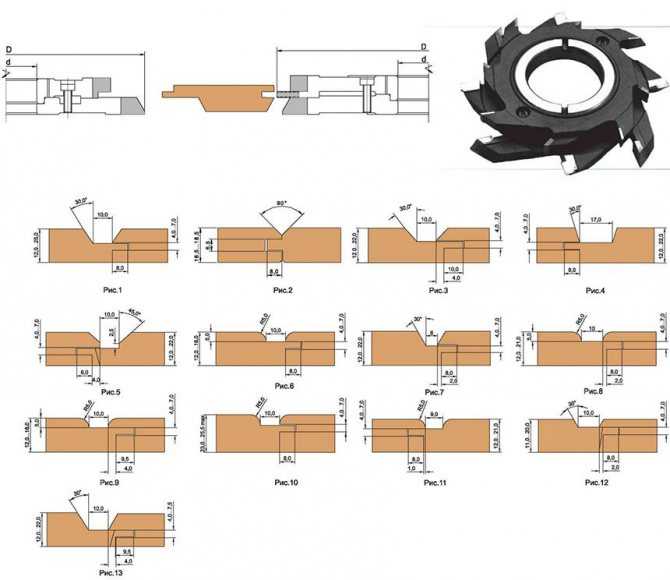
Фрезы, используемые при изготовлении пиломатериала
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
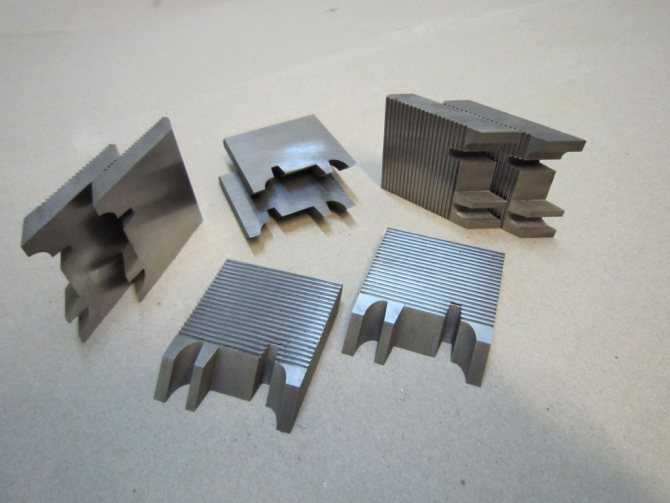
Ножи

Несколько различных ножей-насадок на самодельный станок для изготовления вагонки позволят создавать различные изделия из дерева
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.

Изготовление евровагонки на фрезерном станке
Виды
Если всю вагонку подразделить по признакам, то можно выделить следующие ее виды:
- деревянная;
- пластиковая;
- из МДФ;
- алюминиевая.


Для создания деревянной вагонки применяют различные виды древесины. Высокая популярность у лиственной и хвойной вагонки. Классификация натуральной отделки связана с сортом и качеством основы, которая выбирается для изготовления материала.
Общепринятое подразделение предполагает наличие:
- экстра-класса;
- класса «А», «Б»;
- класса «С».

Различие у материала есть и в типоразмерах. Выбор варианта зависит от места применения материала. Если отделка натуральной вагонкой сделана качественно, она добавит уюта и комфорта любому помещению. Материал отлично гармонирует с различной краской, обоями, предметами интерьера из натуральных материалов. Нередко натуральные стеновые панели используются для подчеркивания определенных стилистических решений. В дизайне отлично сочетается широкая и узкая вагонка. Этот материал считается одновременно и практичным, и дорогим выбором.




Внешний вид пластиковой вагонки идентичен деревянной. Материалом изготовления ПВХ-панелей служат поливинилхлорид и пластификаторы. Сырье это экологически безопасное, что подтверждается сертификатами. Из этого же сырья изготавливают посуду для пикников.
Типоразмеры пластиковой вагонки идентичны натуральной. Внешний вид отделки получается эстетичным. Преимуществом ее является разнообразие цветовой гаммы. Еще ПВХ устойчив к гниению и ультрафиолету. Внешний вид покрытия с лицевой стороны изделий бывает глянцевым или матовым.




МДФ-вагонка относится к натуральным видам, так как для ее изготовления применяются древесные опилки, прессованные при высокой температуре. Синтетических или ненатуральных веществ изделия не содержат, поэтому считаются экологически безвредными.
Изделия МДФ подразделяются по видам в зависимости от обработки внешней части. Она бывает ламинированной, идеально имитирующей натуральную древесину. Еще существуют шпонированные изделия. Здесь используется ценная древесина, которая впоследствии красится в любой оттенок.




Есть крашеные изделия, обработанная поверхность которых обычно блестящая. Этот вариант считается особенно стойким и защищенным от химических воздействий. Вагонку МДФ можно применять внутри дома. Это практичный материал обшивки для балконов, коридоров и прочих вспомогательных помещений. Если изделия отличаются влагостойкими характеристиками, то допустимо их применение на кухне, в санузлах.




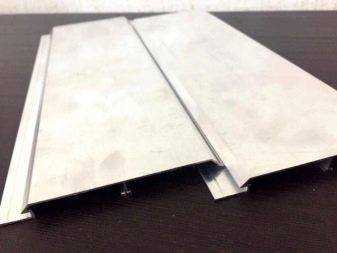
Алюминиевая вагонка имеет еще одно более популярное название – сайдинг. В основе изделий не только алюминий, а также различные сплавы, в состав которых входят магний, медь, марганец. Отделка идеальна в качестве внешней обшивки зданий и даже крыши. Некоторые разновидности материала используются в качестве внутренней обшивки.
Например, материал устойчив к влаге, поэтому подходит для обшивки прихожих, кухонь, санузлов, балконов. Внешний вид изделий нередко представляет собой имитацию таких материалов, как камень, дерево. Характеристики этого вида позволяют использовать его даже тем, кто не имеет опыта в подобных работах. Дополнительным плюсом является широкий выбор из представленного производителями ассортимента. Стоимость материала невысока, а продолжительность его эксплуатационного срока достаточно большая. Кроме отделки, он применяется как самостоятельный строительный материал.



Составные части самодельного станка
Станок для производства вагонки можно изготовить самостоятельно, но надо учитывать, что он имеет сложную конструкцию. Браться за такую работу можно только в том случае, если имеется опыт и соответствующие знания.
Чертежи простого станка для домашней мастерской несложно найти на просторах интернета. Конструктивно же он состоит из нескольких основных устройств, собранных на общей раме.

Станина
Остов станка являет собой массивную стальную конструкцию, которая обеспечивает устойчивость и надежность крепления всех узлов и агрегатов. Станина должна быть неподвижной, для этого ее центр тяжести располагают как можно ниже. Составные части остова соединяют между собой с помощью сварки.

Столешница
Лучшим материалом для стола самодельного станка является шлифованная стальная плита. В ней делаются технологические отверстия для выхода режущего инструмента, на ней устанавливаются упоры. Столешницу делают узкой и вытянутой в длину, ее задача – поддерживать заготовку во время обработки.

Для небольшого станка столешницу можно изготовить и из листовых материалов на основе дерева. Подойдут ламинированные плиты или толстая фанера. Лучше всего подобную конструкцию оббить металлом или оклеить прочным пластиком.
Двигатель
Все вращающиеся устройства приводятся в действие электродвигателем. Даже для небольшого станка его мощность должна превышать 2 кВт. Передача вращения осуществляется с помощью ремней. Для эффективной работы различных режущих устройств нужна разная скорость вращения, этого добиваются использованием шкивов разных диаметров.

Прижимной механизм
Задача данного механизма – точно ориентировать заготовку и удерживать ее во время обработки. Реализуется набором роликов, закрепленных на столешнице. Их делают съемными, что позволяет использовать станок для изготовления дощечек различной ширины.

Режущий инструмент
Дисковые пилы и фрезы формируют профиль изделия на выходе. Качество получаемой вагонки зависит прежде всего от качества этого узла. Меняя режущий инструмент и его параметры, можно настраивать станок для производства различной продукции.

Создавая самодельный станок, важно обеспечить безопасность его эксплуатации. Все вращающиеся части должны быть закрыты металлическими кожухами. Блок включения-отключения должен располагаться в непосредственной близости от оператора
Кнопка выключения должна быть красного цвета, легко нажиматься и ни в коем случае не быть утопленной в корпус выключателя
Блок включения-отключения должен располагаться в непосредственной близости от оператора. Кнопка выключения должна быть красного цвета, легко нажиматься и ни в коем случае не быть утопленной в корпус выключателя.
Размеры ламелей
На своем станке имеется возможность производить вагонку индивидуальных размеров, уменьшая количество обрезков при установке. Типовые значения по длине находятся в пределах 6 м (минимально 0,3 м, шаг увеличения значения — 0,1 м).
Ширина шага по вертикальному стыку полотна – 0,15 м. Широкое полотно из дерева более склонно к деформации, короблению. Узкие элементы ведут себя стабильнее.
Толщина бывает разной: внутренняя отделка ограничивается 1,2 см, наружная установка увеличивается до 2,5 см.
Возможность выполнения индивидуальных заказов на вагонку нужного размера, профиля, материала (например, палисандр) быстро окупают станок для производства в домашних условиях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Из какого материала можно сделать вагонку?
Для этого подойдет древесина самых разных сортов. Все зависит от сферы применения полученного материала. Например, для обшивки стен бани подходит липа или ольха, так как вагонка из этих пород дерева хорошо переносит высокую температуру воздуха и не портится от влаги. Если для изготовления вагонки применена сосна или ель, то таким материалом можно покрывать внутреннюю часть помещения, где влажность невысока, а температура колеблется от -3°С до + 27°С.
Необтесанные доски покупают на строительном рынке или в специализированном магазине. Желательно выбрать просушенный материал – от этого в большой степени зависит качество полученной вагонки.
Разновидности деревянной вагонки.
Длина покупаемой доски не должна превышать 2 м, иначе ее будет трудно обрабатывать. Но если вы уверены в своих силах и качестве имеющегося инструмента, то можете приобрести и более длинные доски.
Ширина полученной вами вагонки зависит от соответствующего параметра необтесанного материала. Если исходная доска узка, то из нее выйдет лишь одна единица готовой продукции. При большой ширине из одной необтесанной доски можно сделать 2 узкие вагонки. Для практических целей лучше всего подходит готовый материал с шириной 6-10 см. Если вся вагонка используется для обшивки одного помещения, ширина отдельных досок должна быть одной и той же. Срок службы изготовленной самостоятельно вагонки достигает 12 лет.
Общие требования
Фигурный профиль вагонки образуется при продольной обработке заготовки из пиломатериала с помощью специальных фрез.
Проще говоря, операция образования профиля вагонки называется фрезерованием и в простейшем случае может быть выполнена на обычном фрезерном.
Поэтому для массового изготовления разнообразных погонажных изделий из древесины используются четырехсторонние многошпиндельные.
Их работа основана на одновременной четырехсторонней обработке деревянной заготовки с помощью рабочих инструментов — фрез, установленных в нескольких шпинделях.
Получение на выходе готового изделия происходит за один проход обработки. Чистота и качество его зависят от мощности привода и скорости подачи, а также от количества шпинделей.





Многих домашних мастеров интересует вопрос, можно ли самостоятельно изготовить деревообрабатывающие механизмы, и, в частности, станок для производства вагонки, для своей домашней мастерской? Конечно, можно!

Все дело только в целесообразности, желании, а еще — в наличии достаточных средств и времени для этого. Вероятно, на самодельном механизме трудно будет наладить массовое производство пиломатериалов, но для своего домашнего хозяйства это оборудование вполне может найти применение.
Выбор станка
Для мелкосерийного производства вагонки, половой доски, блок-хауса и других пиломатериалов небольшого сечения можно привести в пример четырехсторонний, четырехшпиндельный станок с ручной подачей заготовки «СТАРТ–160», который в базовой комплектации стоит 390 000 р.
Как вариант, для домашней мастерской можно рассмотреть применение универсального деревообрабатывающего станка, например, «Мастер-Практик 2000», стоимостью 13 500 р.
Он позволяет выполнять операции:
- продольного и поперечного пиления, в том числе, под углом;
- строгания и фугования, в том числе, под углом;
- фрезерования;
- сверления.
Здесь выбор может ограничиваться только фантазией мастера — от традиционных материалов, издавна использующихся в производстве:
ель, сосна, осина, ольха, липа, лиственница,
до самых экзотических:
абаш, хемлок, кедр канадский и африканский.
Какой итог можно подвести? Даже при небольших потребностях в профилированных пиломатериалах для домашнего строительства можно подобрать оптимальный образец.

На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
- Качество пиломатериалов. Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.

Фуговальный станок

Двухсторонний рейсмус
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
-
Сушка. Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.
Сушка вагонки
- Работа. Беспрекословно соблюдайте правила техники безопасности. Как свидетельствует статистика, деревообрабатывающие станки считаются наиболее травмоопасным оборудованием. Причем травмы очень тяжелые и нередко становятся причиной инвалидности. Это не значит, что станков нужно бояться, но относиться к ним следует с уважением. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.

Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки — такие работы доступны большинству неопытных мастеров.
Как проходит сам процесс монтажа вагонки?
Существует несколько способов крепления планок вагонки к каркасу:
- гвоздями, которые вбиваются под углом со стороны гребня планки к ее центру;
- клипсами, которые устанавливаются со стороны паза. Одной стороной клипса пристреливается строительным степлером или прибивается гвоздем к каркасу, а другой – прижимает нижнюю сторону паза к обрешетке. Главное достоинство этого способа крепления планок состоит в том, что вы в любой момент можете снять планку и заменить ее на другую;
- гвоздями/клипсами, но всегда со стороны паза, если вы выбрали панели со смещенным профилем.
В любом случае, монтаж планок на обрешетку должен происходить так, чтобы крепежная фурнитура полностью закрывалась следующей планкой.
Начинать крепление вагонки на стену следует от угла. У первой планки обрезается гребень, а затем она приставляется к углу так, чтобы паз располагался строго вертикально, а обрезанный торец плотно прилегал к стене. При необходимости производят фигурную обрезку торца (в случае, когда углы в помещении не очень ровные). Расстояние от края планки до потолка должно составлять не менее 5 мм. То же касается и расстояния до пола. В противном случае будет невозможна вентиляция пространства между вагонкой и стеной.
Данная планка прибивается к каркасу гвоздями. Их необходимо вбивать как можно ближе к углу и выбирать крепежные элементы со шляпками уменьшенного размера. Со стороны паза первая планка крепится к обрешетке клипсами.
Далее возьмите следующую планку и раскроите ее так, чтобы деталь подходила для заполнения пространства между нижним краем первой планки и полом (не забывайте про зазор в 5 мм!). Крепление к каркасу происходит по той же методике, как и в случае с предыдущей планкой.
Оставшийся кусок второй планки расположите следом за первой. Совместите гребень и паз, а затем уплотните соединение при помощи молотка. Рекомендуется бить молотком не по самой планке, а по деревянному переходнику, в качестве которого может выступать ненужный кусок вагонки.
Когда соединение гребень-паз станет достаточно плотным, закрепите вторую планку на каркасе клипсами. Далее отрежьте от третьей планки кусок, по длине равный расстоянию от нижней кромки второй планки до пола, и действуйте по схеме, описанной выше.
Когда соединение гребень-паз станет достаточно плотным, закрепите вторую планку на каркасе клипсами. Далее отрежьте от третьей планки кусок, по длине равный расстоянию от нижней кромки второй планки до пола, и действуйте по схеме, описанной выше.
Продвигайтесь по стене слева направо, пока не отделаете вагонкой всю поверхность. Далее расклешенной пилой сделайте отверстия для монтажа розеток, выключателей, светильников и т.д. Если вам требуется перенос розетки на другое место, поместите проводку в трубку, закрепите ее вдоль брусьев обрешетки и выведите в новом месте.
Участки вагонки, которые примыкают к окнам и дверям, оформляют специальным защитным профилем. Для отделки углов тоже существует особый угловой профиль. Верхние и нижние кромки вагонки декорируются фигурным плинтусом, имеющим вырезы для обеспечения беспрепятственной циркуляции воздуха под обшивкой.
На этом работы по монтажу вагонки можно считать законченными. Если вы все сделали правильно, вам останется лишь наслаждаться результатом: аккуратным внешним видом помещения и комфортным микроклиматом!
Самодельный станок для производства вагонки
Почему многих домашних мастеров интересует, как сделать вагонку самому? Всё дело в экономической стороне дела. Приобретать готовые изделия в строительном магазине будет очень дорого по сравнению с изготовлением облицовки своими руками.
Прежде чем читать статью далее, обязательно нужно посмотреть видео о том, как устроен станок для производства деревянной облицовки стен:
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.



Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
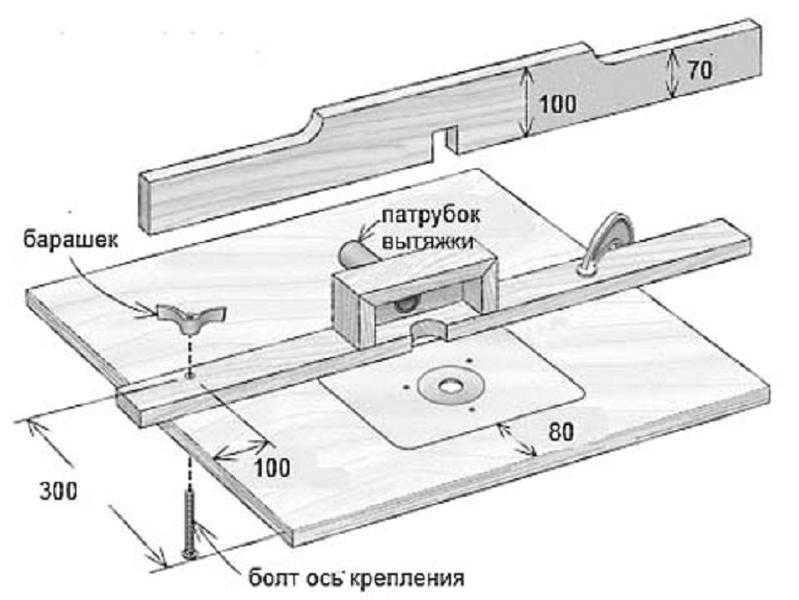
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
Конструкция станка
Самодельные станки для изготовления вагонки – это фрезерное оборудование. Промышленный станок такого назначения представляет собой достаточно сложное и дорогостоящее оборудование, рассчитанное на массовое производство облицовочного материала.
Существует много вариантов изготовления своими руками станков для производства вагонки. Оборудование состоит из 3 основных частей:
- 1. Станина.
- 2. Рабочий стол.
- 3. Фрезер.
Станина
Опорную часть рабочего стола лучше всего делать из сваренных металлических деталей. Опоры делают из уголков 50 х 50 мм. Боковые стороны верстака обшивают стальным листом толщиной 2 мм. Станину собирают также из строительной фанеры. Если станок не будут интенсивно использовать, то для изготовления станины подойдёт любой прочный материал.
Стол должен иметь проём для размещения в нём силового агрегата и свободного расположения ступней ног оператора во время работы станка.
В некоторых случаях, в качестве станины стараются использовать старый деревянный стол. Но лучше этого не делать. Старые деревянные конструкции крайне ненадёжны. Во время работы станок подвергается динамическим нагрузкам. Поэтому все расшатанные узлы стола нужно обязательно укрепить.
Надо предусматривать ситуации, когда станок нужно переместить в другое место. Поэтому станина не должна быть чрезвычайно тяжёлой.
Рабочий стол
Процесс производства вагонки своими руками заключается во фрезеровании доски с двух сторон. Рабочий стол должен обеспечивать скольжение сырья по своей поверхности. Кроме того, изготавливаемая вагонка своими руками должна точно направляться упорами.
Подготовка материала
 Правильное складирование досок
Правильное складирование досок
Порядок изготовления вагонки следующий:
- подготовка и распиливание досок;
- фугование поверхности;
- формирование элементов профиля.
Предварительные мероприятия просты:
- выбирают расходный материал, следя за тем, чтобы толщина обрезной доски не превышала 2 см, а ширина – 10 см;
- сортируют доски и сразу же избавляются от материала с пятнами гнили или выпавшими сучками;
- готовят место для складирования – обычно это навес, где доски перекладывают деревянными прокладками.
Заготовки тоже желательно укладывать в одно место, чтобы проще было передавать их на станок.
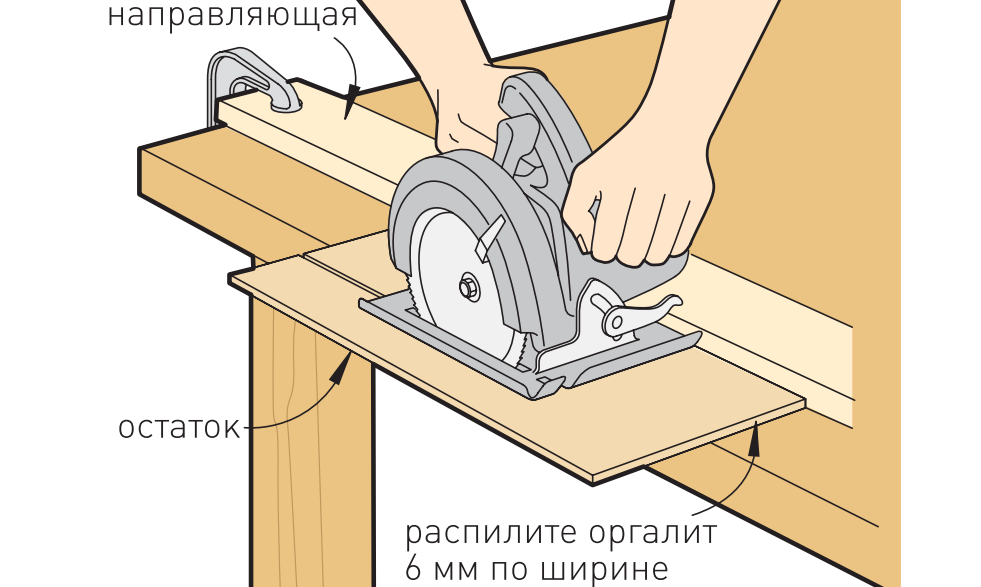
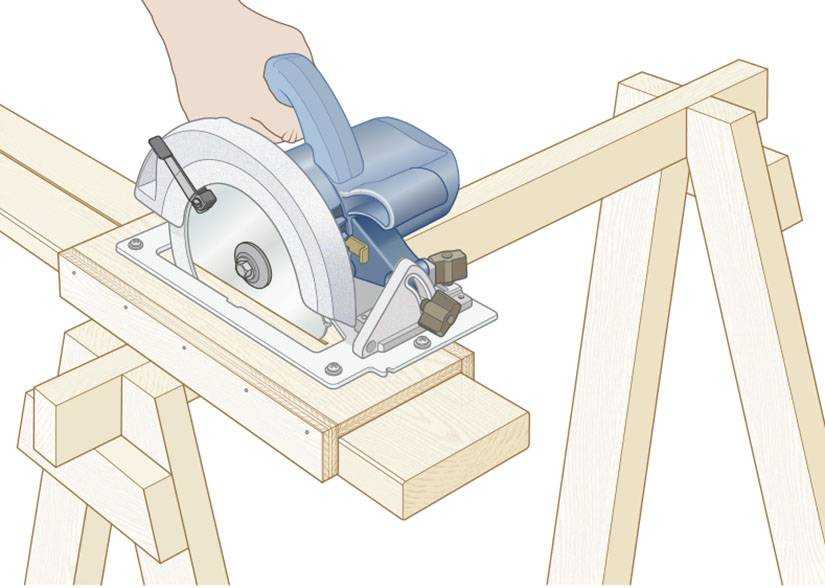
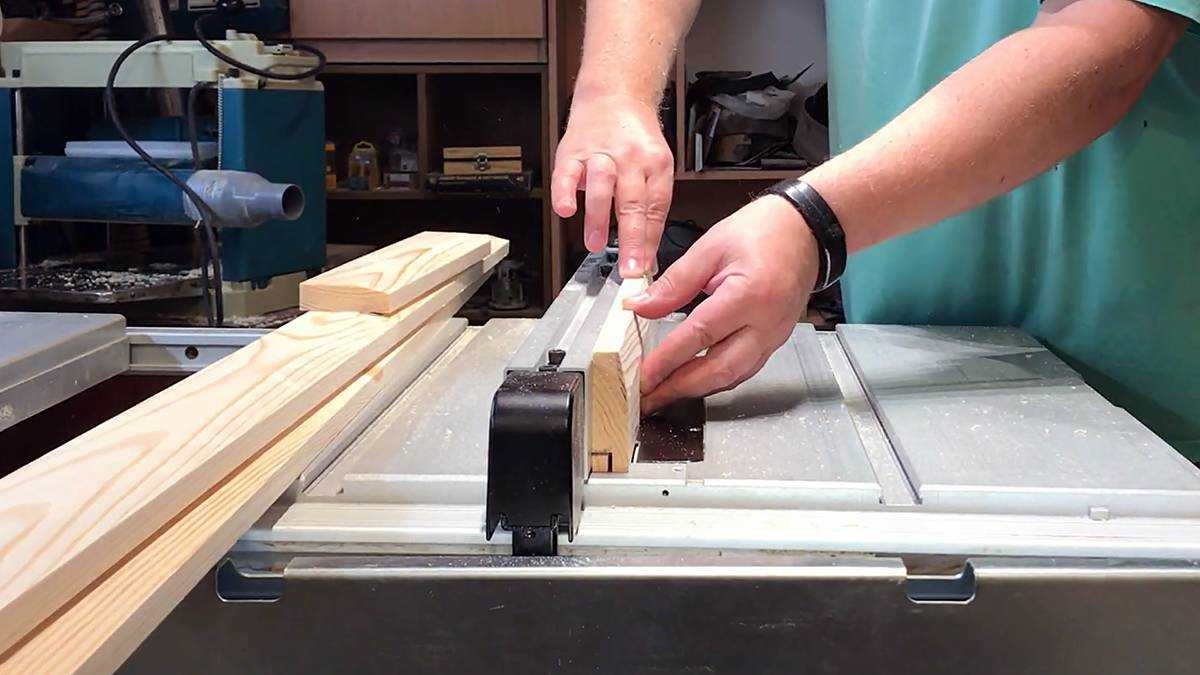
Распиливание доски
 Для распиловки используют циркулярную пилу с большими зубьями. Перед работой обязательно проверяют, насколько хорошо закреплена пила и запорные устройства. Технология следующая.
Для распиловки используют циркулярную пилу с большими зубьями. Перед работой обязательно проверяют, насколько хорошо закреплена пила и запорные устройства. Технология следующая.
- Включают прибор. Заводят разрезаемую доску торцом вперед между направляющими роликами.
- Чтобы предупредить случайные движения, используют упоры.
- Распиливают доски на нужное количество ламелей.
- Складывают подготовленный материал в штабеля.
Фугование доски
 Прежде чем сформировать профиль вагонки, нужно добиться точной прямолинейной поверхности доски. Процесс этот называется фугование.
Прежде чем сформировать профиль вагонки, нужно добиться точной прямолинейной поверхности доски. Процесс этот называется фугование.
- Для работы заменяют циркулярную пилу цилиндрическими валами.
- Доску прогоняют в одном направлении с каждой стороны.
- Величину нажима регулируют с помощью прижимных устройств.
- Количество проходов с каждой стороны должно быть одинаковым для всех заготовок.