

Что такое механический способ покраски поверхностей краской
![]() Механизированное нанесение краски предполагает использование специального аппарата-распылителя. Краскопульт чаще всего используется для обработки поверхностей большой квадратуры.
Механизированное нанесение краски предполагает использование специального аппарата-распылителя. Краскопульт чаще всего используется для обработки поверхностей большой квадратуры.
Механический способ применяется при окрашивании и грунтовании поверхностей в квартирах, домах, ангарных и складских помещениях, офисах, парковках. Особо оправдывает себя этот метод при обработке хозяйственных построек, фасадов зданий, заборов и других крупных объектов.
Краскораспылитель — дорогостоящее оборудование, которое требует определенных навыков управления, поэтому при выборе этого способа покраски лучше прибегнуть к услугам профессионалов.
Преимущества
Механизированная покраска обладает целым рядом достоинств:
- высокая скорость обработки — до 150 м2 в час;
- экономичный расход краски — примерно на четверть меньше, чем при любом другом способе;
- равномерность получаемого покрытия — тщательное прокрашивание без разводов или пропущенных мест;
- отсутствие труднодоступных мест — распыляемая краска отлично заполняет любые формы.
Недостатки
![]() Минусы применения краскопульта:
Минусы применения краскопульта:
- шум работающего аппарата;
- высокая стоимость покупки или аренды оборудования, целесообразная лишь при необходимости покрасить большую площадь поверхностей;
- работа от электричества, что может стать помехой в новостройке с нестабильной сетью или вынужденными отключениями.
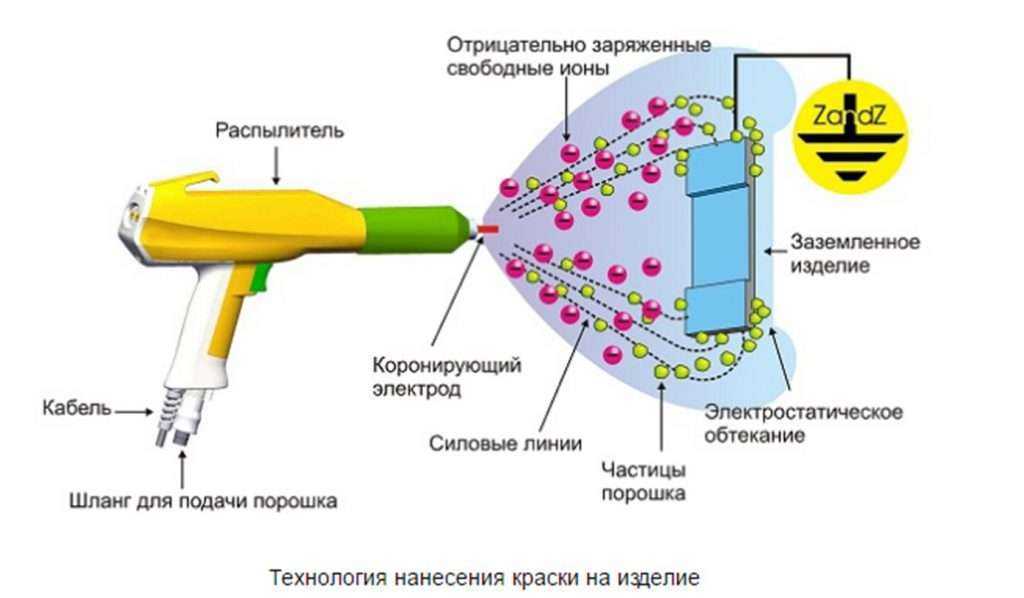
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
![]()
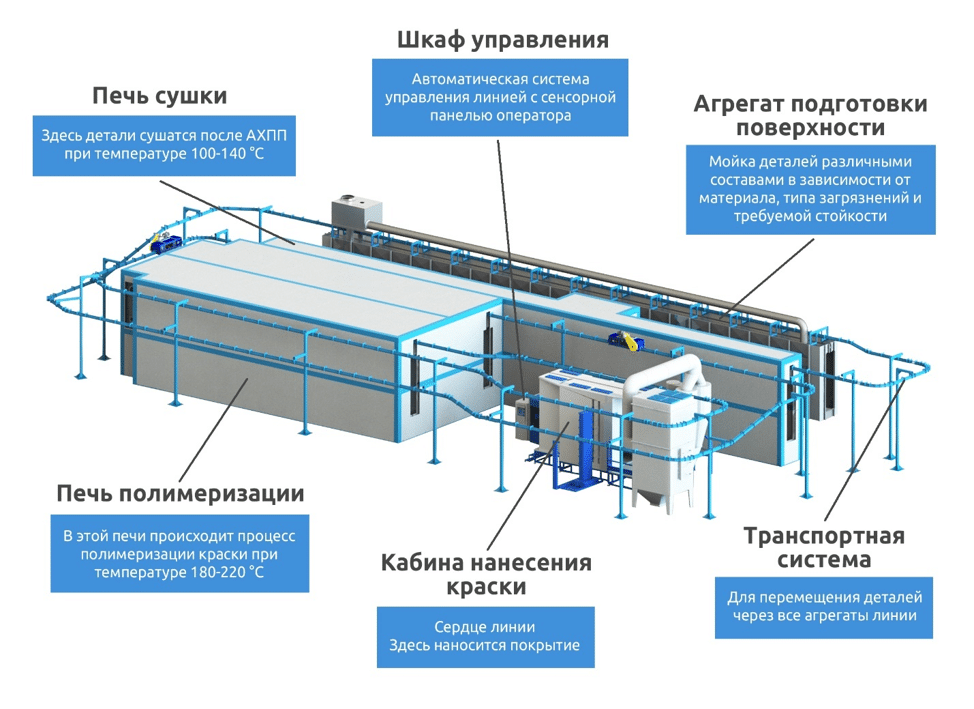
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
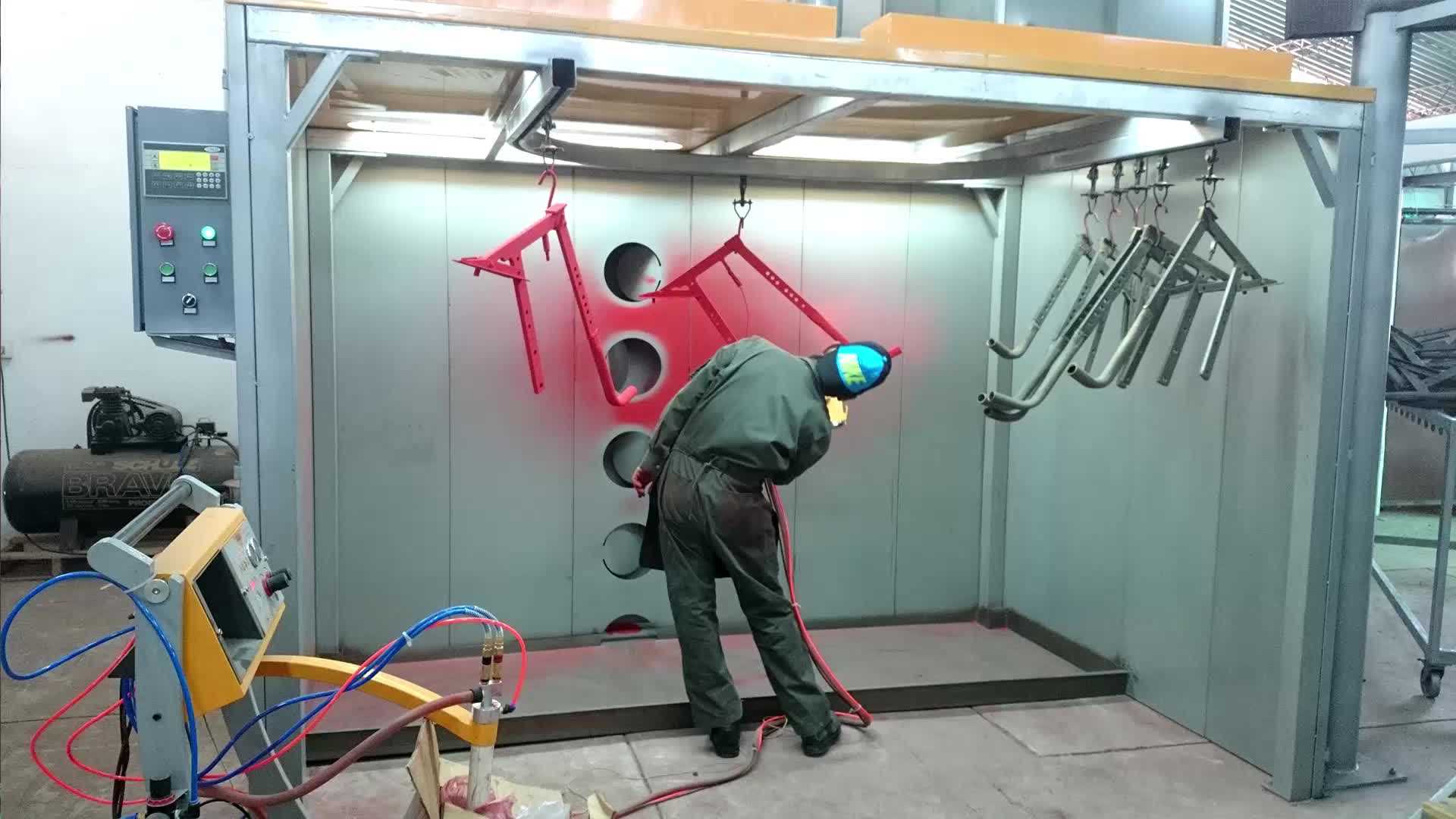
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
![]()
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Преимущества и недостатки метода
Достоинства технологии порошковой покраски металла:
- экологичность красящего состава.
- минимальная усадка благодаря отсутствию растворителя;
- большой выбор цветов;
- высокая механическая устойчивость окрашенных поверхностей;
- привлекательный вид.
Недостатки:
- Для покраски больших заготовок нужно покупать крупногабаритную печь.
- Невозможно нанести тонкий слой покрытия.
- Порошок плавится только при высокой температуре. Из-за этого технология не подходит для окрашивания пластиковых, деревянных заготовок.
Окрашивание металлических элементов (Фото: Instagram / ooo_pc_alvit)
https://youtube.com/watch?v=RxU2vbK4TlE
https://youtube.com/watch?v=4OSVC_t1aH8
https://youtube.com/watch?v=q0FfdCaEIq8
Общие сведения
Подобная технология нанесения потребует особого оборудования, а еще, намагничивание краски является не единственной технологической особенностью. После нанесения лакокрасочного состава происходит этап полимеризации, а точнее разогревания до определенной температуры.
Достоинства порошковых покрытий
На самом желе, данный раздел статьи легко мог занять несколько страниц, потому что у красок порошкового типа попросту не конкурентов и по долговечности, и по качеству
Но для того, чтобы не утомить читающего перечислением всех очевидных качеств, предлагаем остановить внимание лишь на самых основных и характерных особенностях,. которые есть только у такого материала:. которые есть только у такого материала:
которые есть только у такого материала:
- За счет высокой степень адгезии краски с окрашиваемым изделием на поверхности получается не просто тоненькая пленка, как при использовании обычных красок, а полноценное покрытие, которое связано на молекулярном уровне. Этап намагничивания, а еще и полимеризация будут попросту внедрять краску в металлическую структуру.
- Повредить механическим способом порошковое покрытие почти нереально, потом что краска становится одним целым с изделием, а при деформировании последнего она тоже начинает принимать форму и конфигурацию.
- Очень часто при окрашивании изделия со сложными формами, можно столкнуться с проблемой непрокрашивания в местах, которые очень узкие или маленькие, и краскопульт туда не достает. У порошковой краски нет таких недостатков, потому что в процессе полимеризации краска начинает самостоятельно растекаться по самому изделию, и попадает во все полуоткрытые места.
- Покрытию порошкового типа нестрашна не просто влага, а еще и круглосуточный контакт с водой. Именно за счет такого качества, этой краска часто окрашивают машины или отдельные автомобильные детали, которые нуждаются в особой защите, к примеру, расположены на самом дне.
- Учтите, что покраска порошковой краской своими руками никогда не бывает трудной, а вот потеки от обычной краски на поверхности являются еще одной трудностью, если нет соответствующего опыта работа в малярном деле. Но с порошковыми средствами проблем нет, так как при полимеризации краска начинает растекаться по поверхности и самостоятельно принимает требуемое положение.
- Устойчивые полимеры в составе красителей порошкового типа не реагируют на воздействие лучей ультрафиолета, а, следовательно, покрытие не будет выгорать на солнце, и не потеряет спустя время красоту внешнего вида.
Полезный совет! Даже если вы обладаете опытом работы с жидкими красками, перед тем, как приступить к окрашиванию порошком, лучше заранее потренироваться на чем-то, так как тут будет отличаться не просто процесс нанесения, но и появится определенная специфика, которую следует учесть при работе.
Недостатки
И все же, приступая к работе, стоит о них знать и учитывать.
- Определенная сложность покрытия краской поверхностью связана не просто с покупкой особого оборудования, а еще и наличием опыта, когда все особенности технологии будут доведены до автоматизма.
- Из-за высокого уровня плотности и адгезии лакокрасочных материалов с поверхностью, удалить старое покрытие будет достаточно сложно, даже несмотря на то, что есть особые смывки для порошковой краски, которые хоть и облегчают работы, но незначительно.
- С учетом того, что стоимость самих красителей достаточно высока, стоимость готового изделия из-за этого вырастает в несколько раз, и хотя для бизнеса это больше плюс, чем минус, но при необходимости выполнения разовой окраски рентабельность мероприятия сомнительная.
- Инструкция по нанесению предусматривает достаточно много пунктов, и каждый следует выполнять безукоризненно. В противном случае, покрытие будет некачественным и потребуется начать все заново.
- Подготовительный этап для поверхности под порошковое окрашивание должно быть выполнено с особой тщательностью, потому что если на поверхности останутся недочеты, все они станут проявляться в будущем, и нарушат адгезию покрытия с изделием.
https://youtube.com/watch?v=d5ahP9EzfDY





Разновидность порошковой окраски
Для нанесения покраски необходимо следующее оборудование:
![]()
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
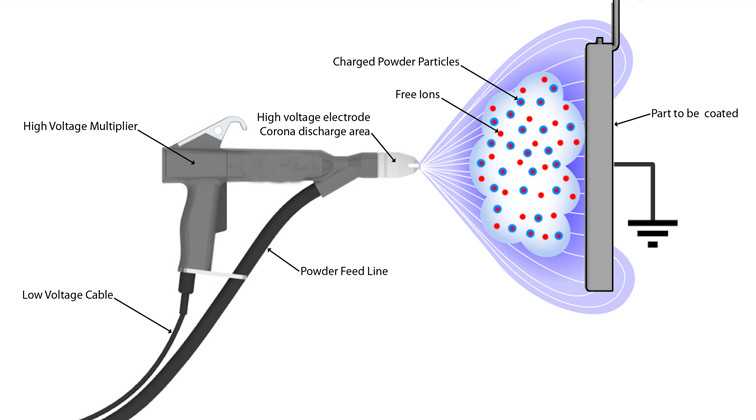
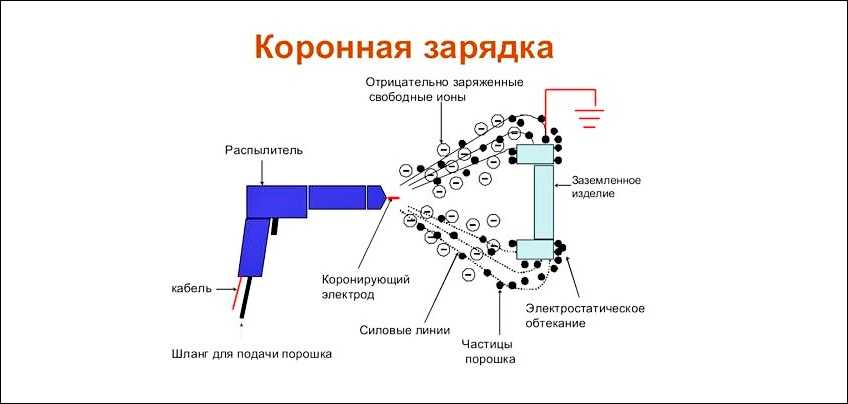
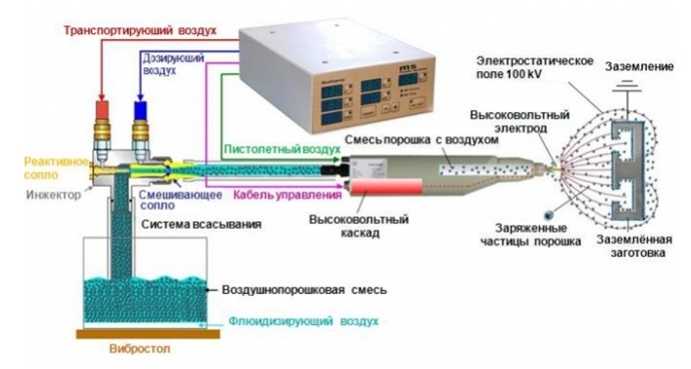
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Дефекты порошкового покрытия
Источники дефектов порошкового покрытия
Кошмарный сон технолога производства по порошковому окрашиванию – массовые дефекты на уже готовом порошковом покрытии. Многие дефекты могут иметь несколько причин своего происхождения. Быстро выявить и устранить причину такого дефекта, а то и не одну – задача не из легких.
Чаще всего причинами этих дефектов является нарушение технологических параметров нанесения покрытия:
- пыль и другие загрязнения из окружающего воздуха или атмосферы печи
- низкое качество сжатого воздуха
- недостаточная подготовка поверхности изделия
- нарушения технологии электростатического напыления порошка
- нарушения параметров нагрева в печи полимеризации.
Когда сжатый воздух и все технологические параметры в порядке, на участке порошкового окрашивания нет ни одной пылинки, а дефекты все равно «не уходят», то самое время проверить:
качество порошковой краски, которая наносится на изделие.
Кратеры
Например, такие дефекты порошкового покрытия как «кратеры» могут появляться по многим причинам, таким как недостаточное обезжиривание поверхности или чрезмерное количество масла в сжатом воздухе. Однако, еще одной причиной кратеров может быть взаимная реакция двух несовместимых красок, которые непреднамеренно оказались рядом в напылительном оборудовании.
Шагрень
Другим примером может быть дефект «псевдошагрень». Он возникает из-за слишком большой толщины порошкового слоя, нарушения параметров нагрева изделия в печи полимеризации или, так называемой, обратной ионизации при электростатическом напылении порошка. Вместе с тем, еще одной причиной этого дефекта, более редкой, может являться нарушение рецептурного состава краски, что привело к недостаточной растекаемости краски перед отверждением (полимеризацией) или преждевременному ее отверждению (полимеризации).
Включения
Однако, без сомнения, бичом технологов порошкового окрашивания являются такой дефект порошкового покрытия, как «включения». По-английски его называют «bits» или «seeds». Это – видимые невооруженным взглядом мелкие инородные, нерасплавленные в печи частицы, которые обычно полностью или частично покрыты краской. Часто они действительно, похожи, на рассыпанные мельчайшие семена Они возникают как будто ни откуда и часто уходят сами собой. Они появляются уже после того, как покрытие «запечено» и выходит из печи. К этому времени уже поздно что-то сделать для их устранения и ничего не остается как полностью перекрашивать готовые окрашенные изделия или отправлять их в лом.
«Привычными» причинами дефекта порошкового покрытия «включения» являются недостаточно очищенный, «грязный», сжатый воздух или посторонние частицы и загрязнения в воздухе зоны напыления порошковой краски, а также на входе в печь полимеризации.
Более скрытой причиной появления дефекта «включения» могут являться проблемы самой порошковой краски, такие как загрязненные исходные материалы, преждевременно полимеризованные частицы, крупные агломераты из частиц добавок и другие.
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие – простой кусок металла.
Начнем.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.
Обезжиривание металла
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.) Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски. То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом.
- И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.
Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.
Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п. Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.
Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.






На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.
Подведем итоги нашего обзора.
https://youtube.com/watch?v=gKhmGjpKX9g
Факторы, которые влияют на норму расхода краски.
В первую очередь, зависит от ее свойств, а также от того, на какую поверхность она будет наноситься.
Второй фактор при расчете нормы красящего средства является решающим. Когда производитель указывает на упаковке, какой расход порошковой краски на 1м2, он имеет в виду, что такая норма будет соответствовать тому, если вы будете наносить средство не на пористую поверхность.
Но на практике дела обстоят совершенно по-другому, поскольку красящее средство начинает слишком быстро впитываться в обрабатываемую поверхность. В результате чего краски уходит намного больше. В этих случаях приходиться окрашивать поверхность в несколько слоев.
Так обычно происходит тогда, когда вы хотите покрасить деревянную или бетонную поверхность. В случае с покраской пластиковых или металлических покрытий, расход порошковой краски на 1м2 будет не значительным.
В результате выше изложенного можно сделать вывод, что норма краски на м2 зависит, как от разновидности самой краски, так и от состояния обрабатываемой поверхности. Также на расход краски данного типа влияют инструменты, которые вы будете использовать в процессе ее нанесения.
Таким образом, получается, что при использовании валика или кисти расход краски на 1м2 увеличивается практически вдвое, в отличие от применения распылителя. В этом плане также многое будет зависеть и от навыков владения данным инструментом.
Таким образом, получается, что основными факторами, которые в той или иной степени увеличивают или уменьшают расход красящего средства, являются:
- Толщина пленки не только влияет на качество полимерного покрытия, но и на расход порошковой краски на 1м2. Толщина пленки зависит от требуемых свойств конечного покрытия и от типа формируемой поверхности. Декоративное покрытие предполагает нанесение пленки слоем в 40-50 мкм, защитно-декоративное – от 70 до 100 мкм, а защитное покрытие – от 130 и более мкм;
- Фракционный состав краски. На сыпучесть покрытия, его характеристики и внешний вид оказывают воздействия частицы порошковой краски, которые должны быть распределены по размеру. За толщину наносимого слоя отвечает размер частиц основной фракции;
- Удельный вес красящего средства. Чем легче состав, тем расход полимерной краски на 1м2 будет меньше. В идеале получается, что при весе средства 1,2 грамма на см3 и толщине покрытия в 80 мкм, норма расхода краски на м2 будет равна 100 гр;
- Сложность и форма окрашиваемой поверхности. Равномерное нанесение порошковой краски на плоские панели или же сложные детали будет сильно отличаться, в виду этого норма расхода будет не одинаковой;
- Человеческий фактор. Полимерное покрытие в зависимости от концентрации порошка в факеле распылителя получается той или иной толщиной. Также на толщину слоя краски влияет время прохода изделия через факел, а также от коэффициента осаждения средства и от степени зарядки. В зависимости от мастерства маляра расход порошковой краски на 1м2 может уменьшиться в несколько раз, примерно на 10-15 процентов.
Краски обычно выполняется на квадратный метр поверхности
При покупке обязательно следует обращать внимание на этот показатель, проставленный обычно на этикетке. Зная количество краски, необходимое для того, чтобы покрыть ей квадратный метр поверхности, нетрудно произвести расчеты относительно нужного количества банок в том или ином случае
Это удобно, прежде всего, в плане экономии средств. Ведь у краски имеется собственный срок годности. И оставшиеся банки, возможно, так никогда и не пригодятся. Таким образом, на 1м2 — параметр очень важный.
Способы получения
![]()
Новейшие технологии порошковой покраски металла позволяют благодаря своим инновационным методикам использовать несколько способов нанесения полимерных порошковых составов на поверхность металлических изделий:
- электростатическое напыление порошковой краски на металлоконструкции и на различные отдельные изделия из металла;
- напыление краски направленным потоком воздуха;
- комбинированный способ напыления, сочетающий электростатический приём и направленный поток воздуха;
- напыление с помощью открытого пламеня.
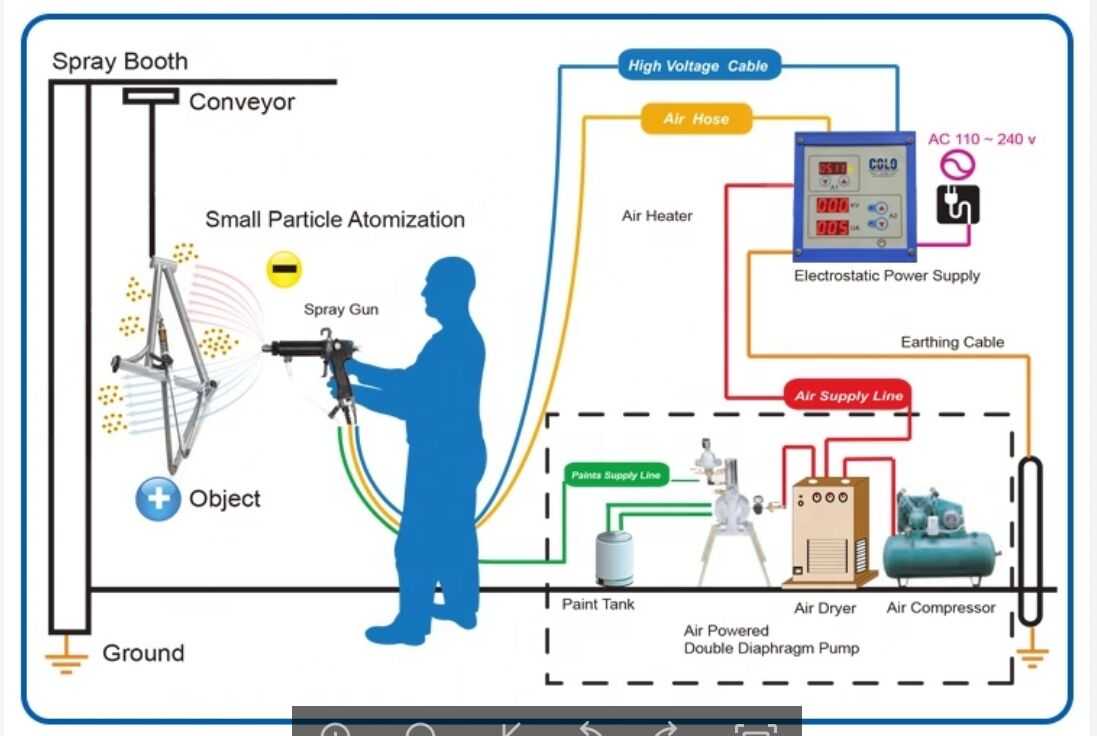
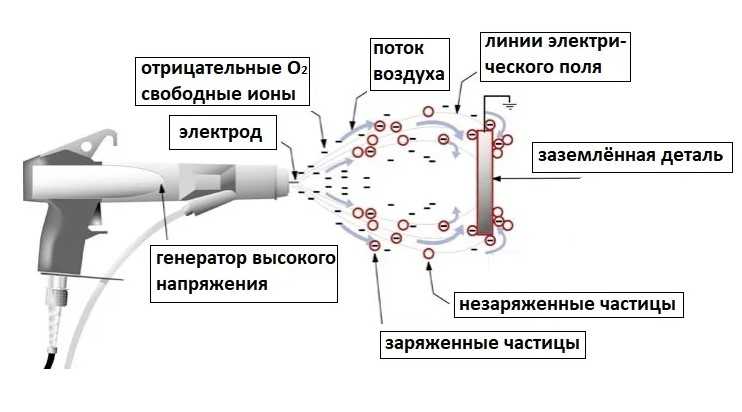
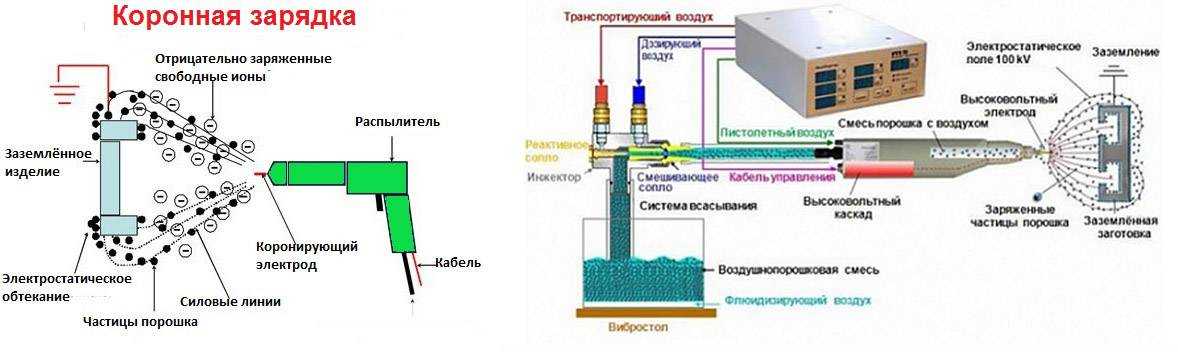
Электрическое напыление
При этом способе полимерно-порошковая покраска получается с отличным качеством, а сами окрашенные изделия пользуются высоким спросом. При электростатическом напылении используется специальный распылитель, электростатический пистолет, который заряжает частицы полимера положительно. Сначала тщательно обезжиренные изделия помещается в покрасочную камеру, затем порошок полимера с помощью пневматического пульверизатора наносят на их поверхность. Температура в камере порошковой покраски, где выполняется покрытие, достигает 200 градусов. Надёжное прилипание частиц краски к поверхности металла происходит за счёт электростатического взаимодействия. Та часть порошка, которая не попала на горячий металл изделия, оседает на стенках камеры, осыпается вниз. Она затем периодически собирается специальным приёмником, расположенным под днищем камеры. Собранный порошок снова используется в покраске.
Нанесение направленным потоком воздуха
![]()
Сначала металлоконструкция в печи для порошковой покраски подвергается нагреву до требуемой температуры, затем потоком воздуха из пистолета для порошковой покраски происходит нанесение на неё полимерного состава. Частицы порошка, попадая на разогретый металл, плавятся и надёжно прилипают к нему. При этом образуется очень тонкая, но прочная защитная плёнка. Для того, чтобы прочность покрытия была максимальна, необходимо точно подобрать рабочую температуру металлических изделий. Влияет на процесс и площадь поверхности деталей, и сила электрического взаимодействия данного металла с частицами полимера. В заключении окрашенному изделию требуется дополнительная термическая обработка, которая надёжно закрепляет слой полимера на поверхности деталей.
Электростатическое напыление воздушным потоком
Этот способ покраски порошковой краской представляет собой симбиоз предыдущих способов нанесения покрытия. Частицы красящего полимера равномерно покрывают поверхность металлического изделия, так как сначала они получают электрических заряд в пистолете, а затем увлекаются направленным потоком воздуха к стенкам конструкции. Прокрываемые поверхности изделий электрически нейтральны за счёт прикреплённого заземления. Так обычно покрывают небольшие изделия с несложной поверхностной конфигурацией.
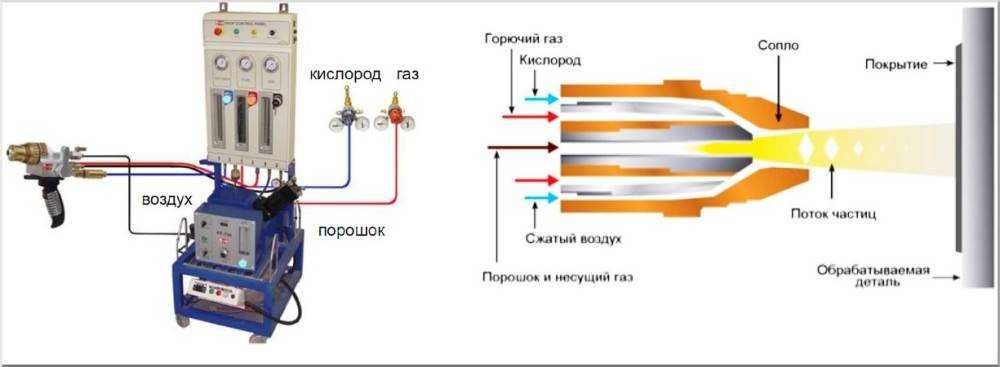
Пламенный способ окрашивания
Для этого способа изготавливают специальный полимерный порошок, который высоко термопластичен. В покрасочный аппарат вмонтирована газовая горелка, благодаря чему частицы полимера направляются к окрашиваемой поверхности уже не просто в потоке воздуха, а в раскалённых продуктах сгорания пропана.
При достижении поверхности металлических изделий эти частицы уже находятся в полу расплавленном состоянии, за счёт чего и образуется прочное покрытие. При этом методе исключается нагрев самой детали, что существенно экономит трудозатраты и расход электроэнергии. Этим методом выполняется напыление на массивные или уже установленные на место конструкционные элементы.
Во всех перечисленных случаях получения покрытий требуется точное соблюдение технологии порошковой покраски, так как при нарушении её основных требований можно получить легко отслаиваемые покрытия, недолговечные и неравномерные по толщине.
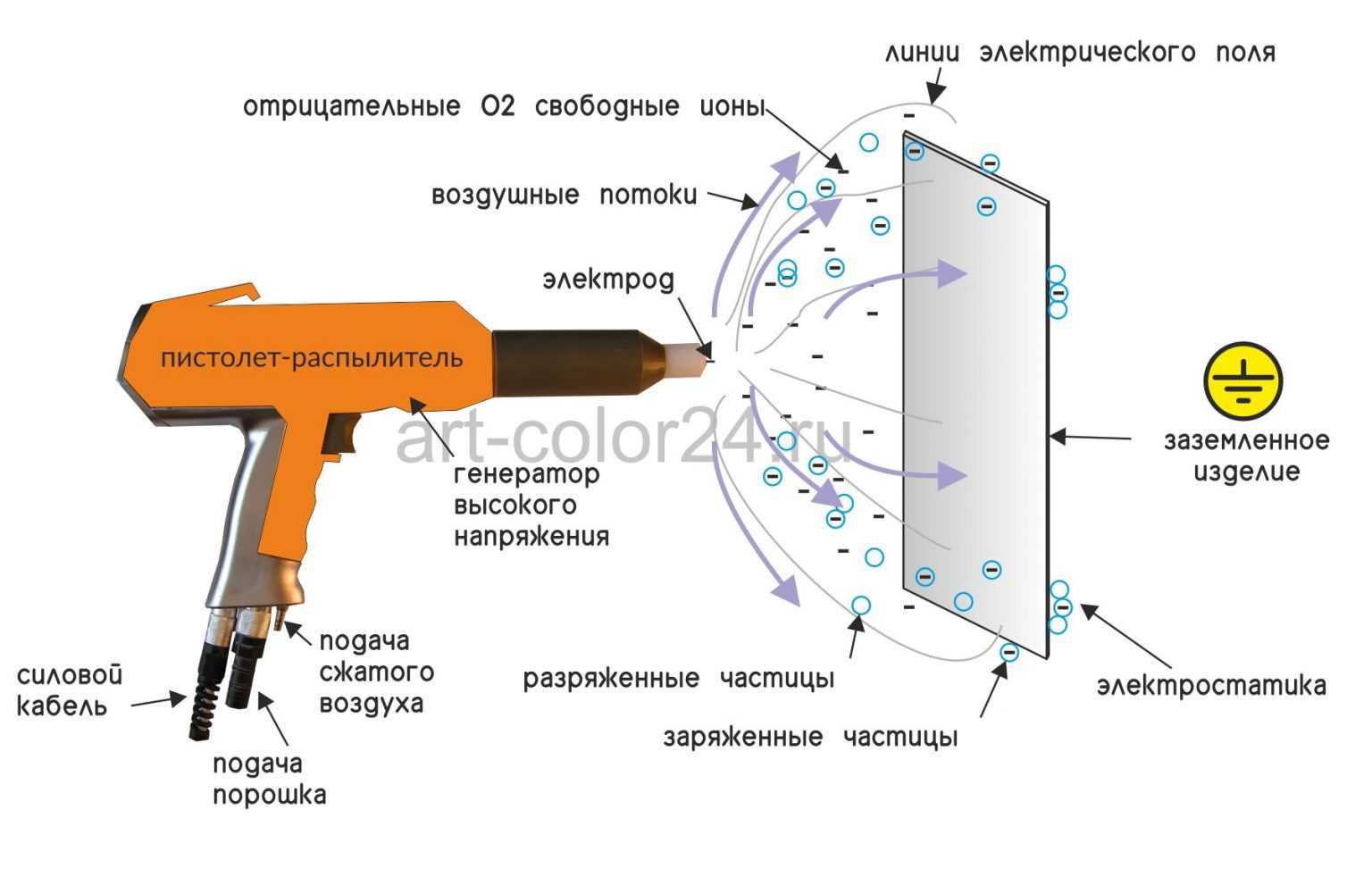
Процесс окрашивания и физические особенности
Порошковая покраска что это? Это популярный вопрос. Ведь процесс разительно отличается от привычного применения жидких красок. При этом можно точно сказать, что получаемый результат отличается более качественным свойством. Есть несколько способов проведения порошкового нанесения на поверхности, подбирают его, исходя от вида красящего вещества изделия, которое будут окрашивать.
![]()
Получаемый результат отличается более качественным свойством.
Этапы работы
Предварительно перед покраской следует провести подготовительные работы, чтобы предмет был максимально подготовлен для обработки. В целом выполняются следующие этапы:
- Очистка изделия от всех видов загрязнений и обезжиривание.
- Специальным краскопультом наносится порошок.
- Проводится нагревание с дальнейшим охлаждением.
В промышленных масштабах проводится покраска в специальных камерах. В них фракции порошка распределяются по поверхности, и заряжаются электричеством, что позволяет им надежно закрепиться на поверхности предмета. Может применяться специальный пульверизатор, который создает необходимый заряд частик порошка, чтобы произошла магнитная индукция.
После распределения вещества по поверхности производится полимеризация, которая делается с целью попадания частичек во все поры поверхности. После постепенного нагревания, которое может достигать +250 градусов, естественным образом происходит охлаждение.




![]()
В промышленных масштабах проводится покраска в специальных камерах.
Что потребуется для работы
Порошковый способ окрашивания предполагает использование подходящего оборудования и приспособлений, а также разделение процесса на участки.
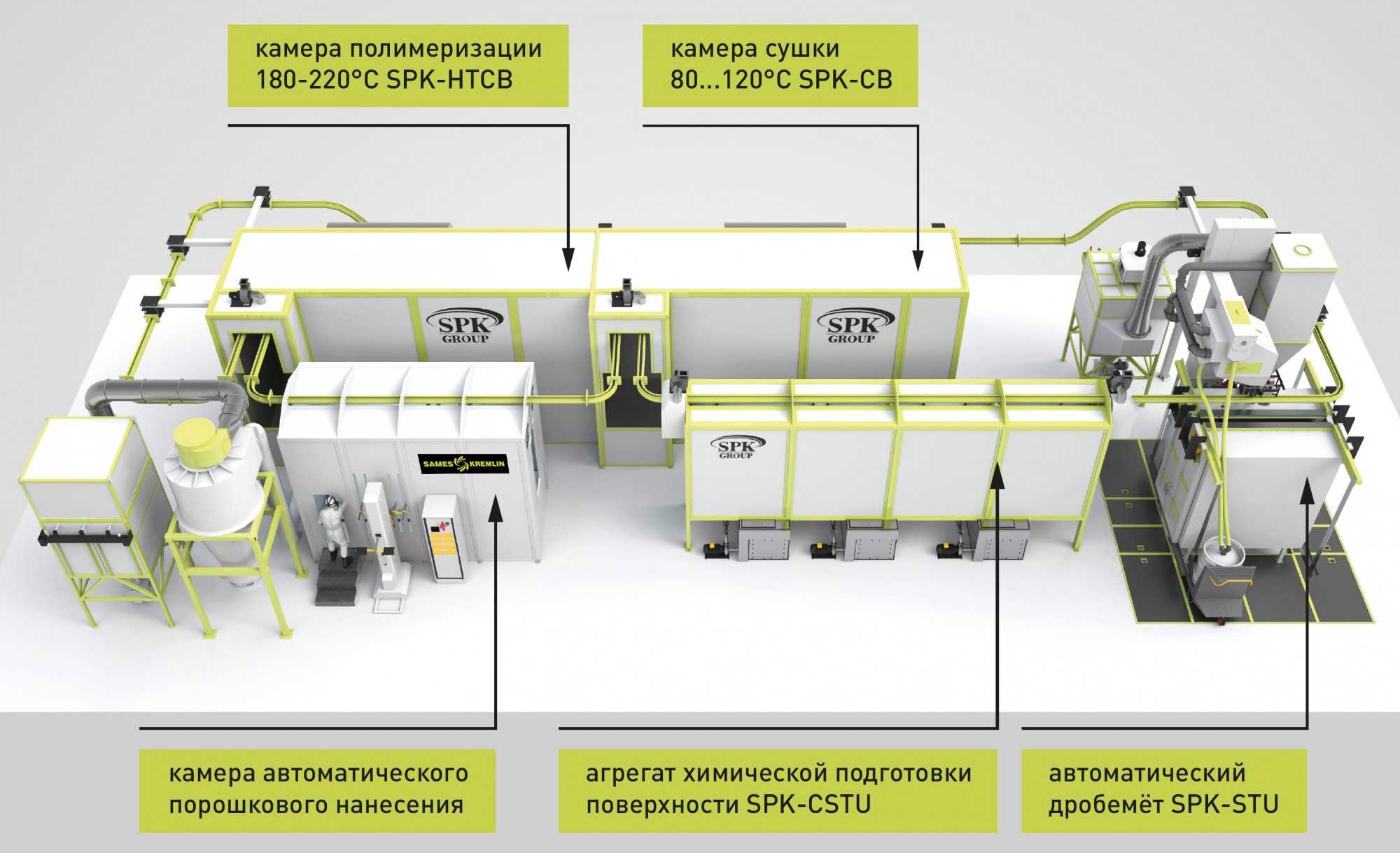
Ориентировочная схема линии для порошкового окрашивания
Для качественной работы потребуется:
- Участок очистки. Все детали проходят обязательную подготовку. На этом этапе удаляется старый слой и проводится обезжиривание. Для процесса может использоваться ручной или специализированный инструмент. Если планируется выполнять постоянную очистку, то лучшим решением будет пескоструйное оборудование.
- Камера напыления. Отдельное закрытое место для нанесения краски с хорошей вентиляцией – это залог отсутствия дальнейших проблем. Также камера позволяет сохранять часть потерянной краски. В промышленных изделиях для сбора неиспользуемого порошка применяется фильтр – рекуператор, в домашних условиях его можно заменить циклонным пылесосом.
- Пистолет (краскопульт) для покраски. Для работы необходим специальный распылитель, который можно приобрести или попытаться изготовить самостоятельно.
- Печь для полимеризации. Именно в такой камере осуществляется запекание покрытой краской детали. Это оборудование должно позволять контролировать температурный режим, ведь от него зависит процесс образования покрытия.
- Участок окончательной сушки. Отдельное место потребуется для остывания обработанного изделия. Если процесс не является поточным, то для этих целей можно использовать печь после ее постепенного охлаждения.
- Источник постоянного тока.
Особенности
Порошковую краску делают из полимеров, которые превращают в порошок и затем наносят на определенную поверхность методом напыления. Чтобы придать покрытию нужные свойства, его обрабатывают термическим способом, расплавленный порошок превращается в однородную по толщине пленку. Ключевыми достоинствами такого материала оказываются стойкость к коррозии, значительная адгезия. Под действием высоких температур, в том числе при их чередовании с низкими, порошковая краска долго сохраняет свои положительные качества. Механические и химические воздействия тоже неплохо переносятся ею, а контакт с влагой не нарушает поверхность.
Все эти достоинства порошковая краска сохраняет длительное время наряду с внешней привлекательностью. Вы можете покрасить поверхность, добившись самых разных тональностей и фактур, варьируя вводимые добавки. Матовый и глянцевый блеск – лишь самые очевидные примеры, такой декор создается порошковой краской легко и быстро. Но возможна и более оригинальная покраска: с трехмерным эффектом, с воспроизведением внешнего вида древесины, с подражанием золоту, мрамору и серебру.
Несомненным преимуществом порошкового окрашивания является возможность завершить всю работу с нанесением одного слоя, при работе с жидкими составами это недостижимо. Кроме того, вам не нужно будет применять растворители, и следить за вязкостью лакокрасочного состава. Весь неиспользованный порошок, который не удержался на нужной поверхности, можно собрать (при работе в особой камере) и распылить снова. Как результат, при постоянном использовании или при больших разовых объемах работы порошковая краска выгоднее прочих. А еще хорошо то, что нет необходимости ждать высыхания красящего слоя.
Не забывайте и об отрицательных сторонах такой методики:
- Если появился какой-то дефект, если при работе или последующем использовании покрытие повреждено, придется перекрашивать весь предмет или, по крайней мере, одну его грань с нуля.
- В домашних условиях порошковая покраска не проводится, для нее нужно весьма сложное оборудование, а величина камер ограничивает размеры окрашиваемых предметов.
- Колеровать краску нельзя, нельзя и применять ее для деталей, конструкций, которые предстоит сваривать, поскольку обгоревшие части красочного слоя не восстанавливаются.





