
Технология
Подготовительный этап
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Полимеризация
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Как красить порошковой краской
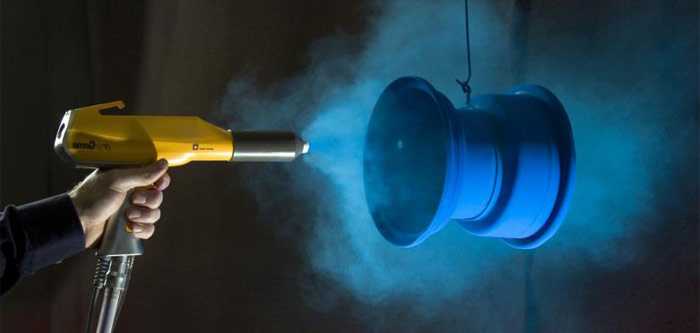
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.
Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.
Порядок действий:
Проводится обработка металла. Поверхность тщательно очищается от старого слоя. Если наблюдаются следы чернения или воронения, то покрытие необходимо полностью удалить. Если деталь имеет старое покрытие, то оно в обязательном порядке снимается
Очищенные детали обезжириваются и тщательно высушиваются. Если требуется, то проводится фосфатирование. Участки, которые не должны быть покрашены, закрываются. Обработанное изделие помещается в покрасочную камеру и заземляется. Для этого его навешивают на подвесах. Зацепы не должны препятствовать равномерному распределению состава. При помощи пистолета порошок напыляется на поверхность детали
Необходимо соблюдать осторожность, ведь при касании состав легко стирается. Если это произойдет, то потребуется нанести новый слой. Для этого наилучшим решением будет наличие передвижного навесного приспособления
Нанесение порошкового покрытия
Для этого наилучшим решением будет наличие передвижного навесного приспособления. Нанесение порошкового покрытия
После обработки изделие помещается в печь. Выбирается необходимый температурный режим, процесс нагрева длится от 10 до 30 минут. Чтобы окрасить изделие правильно, нужно соблюдать температуру для каждого слоя: если нанесена грунтовка, то это около 150–160оС, для базового покрытия – 170–180 градусов, а для основного – более 190оС. Естественно, показатели зависят от материала и размера детали. После запекания изделие извлекается из печи. Для полного сцепления краски рекомендуется выждать сутки. Температура запекания покрытия зависит от вида состава, но в любом случае она не должна быть выше 200ºС
Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Это интересно: Как снять старый лак с деревянной мебели в домашних условиях?
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
- тест правильности формы отпечатка факела;
- тест на равномерность распределения краски в факеле;
- тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
- Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
- Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
- Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
- Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.
Самый эффективный и наглядный способ проверки правильной работы окрасочного пистолета — контроль формы пятна распыления. Процедуру следует выполнять каждый раз перед окрашиванием. Пробное распыление проводится на поверхность чистого листа бумаги, картона, закрепленного вертикально
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Об остальных причинах некорректного распыления подробнее читайте здесь.
Для опытного маляра важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). Исходя из этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и выбрать оптимальное расстояние до окрашиваемой поверхности.



Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.
Тест на равномерность распределения краски в факеле
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центре факела. Образцы правильного и неправильного распределения материала приведены ниже.
Тест на качество распыления
Чтобы окончательно убедиться, что наш краскопульт наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью делаем проход с включенным распылителем. Размеры капелек краски в полученной полосе могут нам кое-что подсказать.
Тест на качество распыления
Во-первых, не нужно пытаться добиться очень мелких капель одинакового размера. Размер капелек зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные — это нормальная ситуация. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель немного уменьшается.
Приспособления
![]()
По принципу осуществления работы все пистолеты можно разделить на такие типы:
- Элетростатические. Их применение дает возможность сформировать максимальное тонкое покрытие (от 30 до 250 микрон). Их можно использовать при обработке оснований и изделий любых конструкций. При необходимости без труда можно осуществить замену одной краски на другую. Что удобно, так это то, что перед проведением работы детали нет необходимости нагревать. Но стоимость таких моделей отнюдь не дешевая.
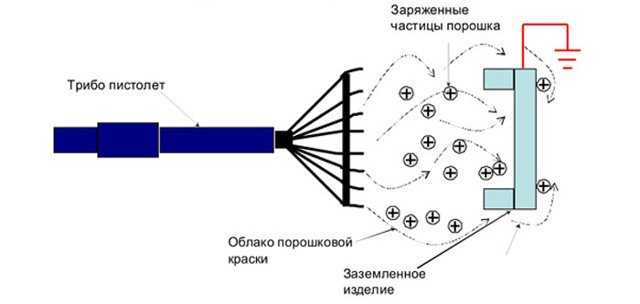
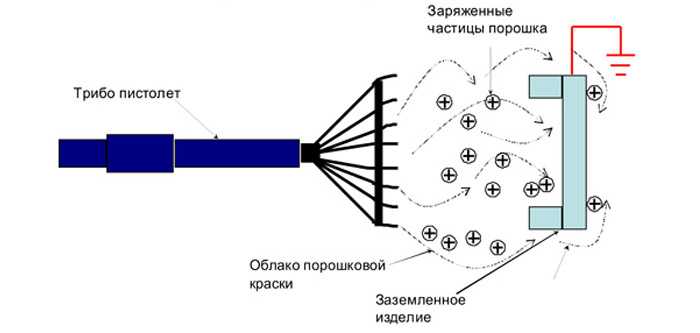
- Трибостатические. Такие оборудования не содержат в себе генератора частичек. В этом случае заряд формируется за счет того, что частички красителей трутся друг об друга. К достаточно серьезным минусам такого типа оборудования можно причислить проблемы чрезмерно уровня величины заряда, в связи с чем достаточно часто нужно проводить регулировку первичных красителей.
- Флюидизированные. Приспособления данного типа в большинстве случаев используются с целью сформировать покрытие в виде наслоения одного пласта на другой. За счет такого наслоения образуется достаточно плотное и прочное покрытие (до 250 микрон). Также такая методика порошкового окрашивания дает возможность по большому счёту постоянно следить за тем какой толщины напыление будет по завершении. К минусам использования таких агрегатов можно причислить достаточно высокий расход красителей, то что перед началом покраски изделия нужно в обязательном порядке нагреть и хорошо высушить, и также невозможность работать с поверхностями и изделиями сложной формы.
Оборудование
Согласно принципам функционирования оборудование принято разделять на несколько типов:
- Электростатическое. Позволяет получать сверхтонкие покрытия — в пределах 30-250 микронов. Также с помощью электростатических аппаратов можно обрабатывать детали любой формы. Оборудование не трудозатратно и экономично в обслуживании. При желании смена краски не отнимет много времени. Также стоит отметить отсутствие нужды в предварительном нагреве изделий. Основной минус электростатических устройств — их высокая стоимость.
- Трибостатическое. Системы этого типа обходятся без генератора частиц. В процессе напыления заряд образуется за счет трения частиц лакокрасочного материала друг о друга. Существенным недостатком трибостатических устройств является сложность с достаточностью величины заряда, из-за чего нередко нужна регулировка первичной краски. Также нужно отметить зависимость качества зарядки от уровня влажности, быстрое снижение заряда в ходе работы и не очень активное осаждение порошка.
- Флюидизированное. Оборудование этого типа предназначено для послойного нанесения краски. Благодаря такому подходу обеспечивается достаточная толщина слоя (приблизительно 250 микронов). Причем технология позволяет в значительной степени контролировать толщину напыления. К тому же, подготовительные работы и дальнейшая эксплуатация покрытия стоят недорого. К недостаткам флюидизированного оборудование относятся: повышенный расход краски, обязательность предварительного нагрева и высушивания детали, требование к простоте формы обрабатываемой поверхности. Кроме того, металл должен быть устойчив к высоким температурам.

Совет! Порошковые краски хотя и не относятся к веществам, требующим повышенных мер безопасности, но все же содержат в себе некоторые опасные вещества. К числу таковых относятся свинец, кадмий, отвердитель триглицилизоцианурат, аллергены, эпоксидные смолы. Поэтому перед началом работы с порошковыми составами следует защитить органы дыхания.
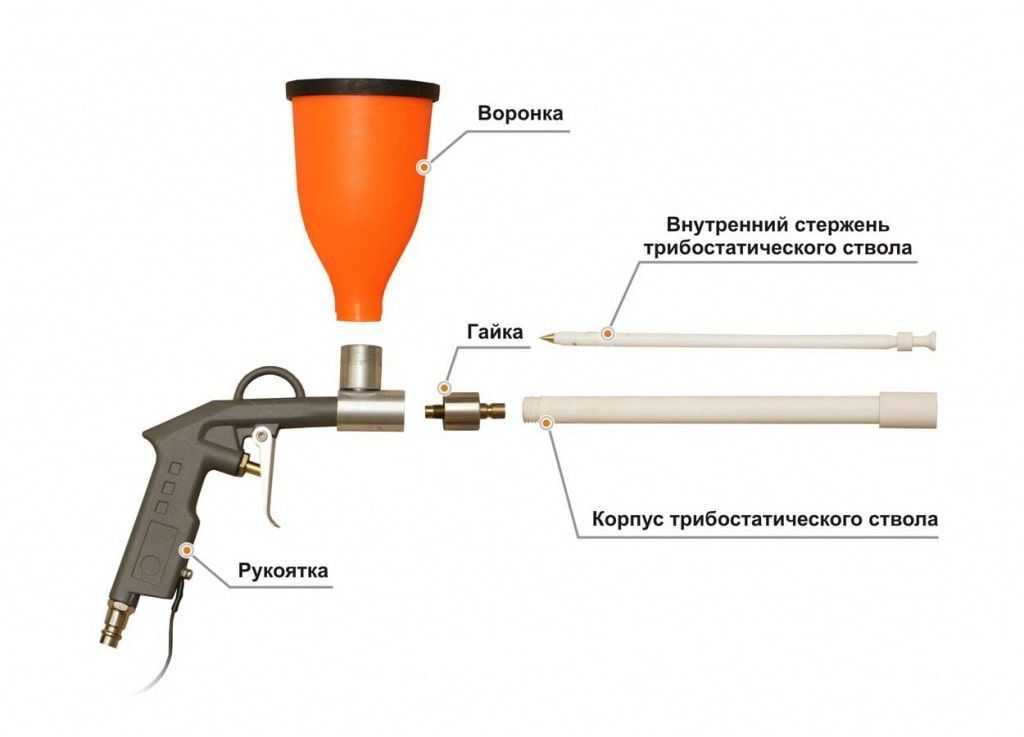
Трибостатический краскопульт
Трибостатический порошковый пистолет или краскопульт работает по принципу множественных столкновений и трения частичек порошковой краски, вследствие чего происходит их зарядка. Данный процесс происходит в специальном узле пистолета, где частицы активно взаимодействуют друг с другом.
Так как при зарядке исключается использование тока, то не возникает и электрического поля, а значит отсутствует эффект обратной ионизации.
Это дает следующее преимущество: порошковая краска свободно проникает во все труднодоступные места рельефной и пористой поверхности и равномерно распределяется, что гарантирует качество напыления. Также появляется возможность многократно окрашивать поверхность, добиваясь слоя нужной толщины.
Среди недостатков трибостатического способа окрашивания нужно отметить ограниченный выбор красок, обязательную пескоструйную обработку металлов перед окрашиванием, невысокую производительность в работе. А сами порошковый пистолет трибостатический зарекомендовали себя, как весьма капризные, в эксплуатации устройства.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, мы купили на рынке недорогой краскопульт с единственной «маркой» «Professional», и больше никакой информации о данном пистолете нам не известно — ни типа, ни рекомендаций по настройке, ни даже фирмы-производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок пульверизатора эмаль или лак стандартной вязкости, полностью откройте все регулировочные винты и, вращая регулятор на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пистолета.
Стоит сказать, что прибегнув к такой настройке, вы можете разочароваться во многих краскопультах. Главная проблема настройки дешевых пистолетов состоит в том, что для получения равномерного факела нужно либо огромное количество воздуха, что требует наличия более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно наносить базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный окрасочный пистолет отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от китайского ширпотреба.
 SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
Хороший маляр сможет покрасить машину и плохим пистолетом — и получится хорошо. Покрасит и вторую — тоже неплохо. А на третьей, например, появятся проблемы… Так что виртуозам автопокраски жалеть деньги на свой главный инструмент просто грех.
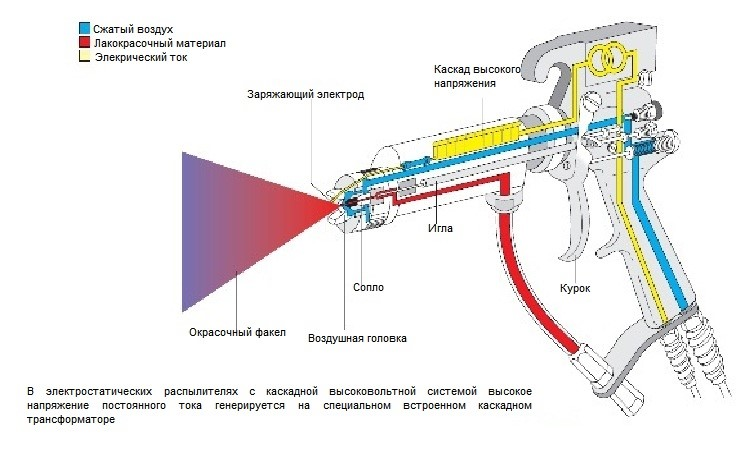
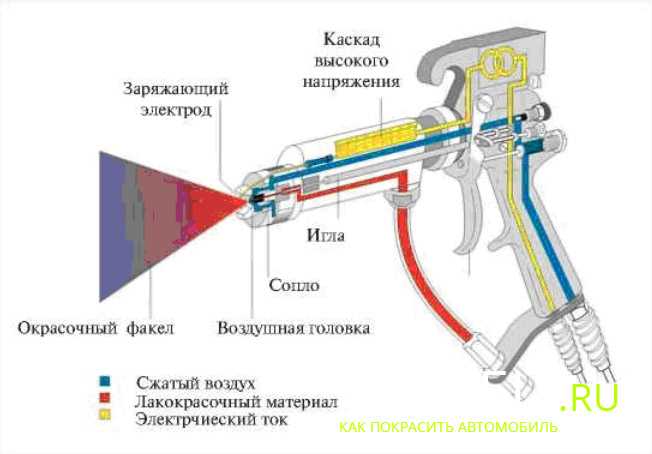
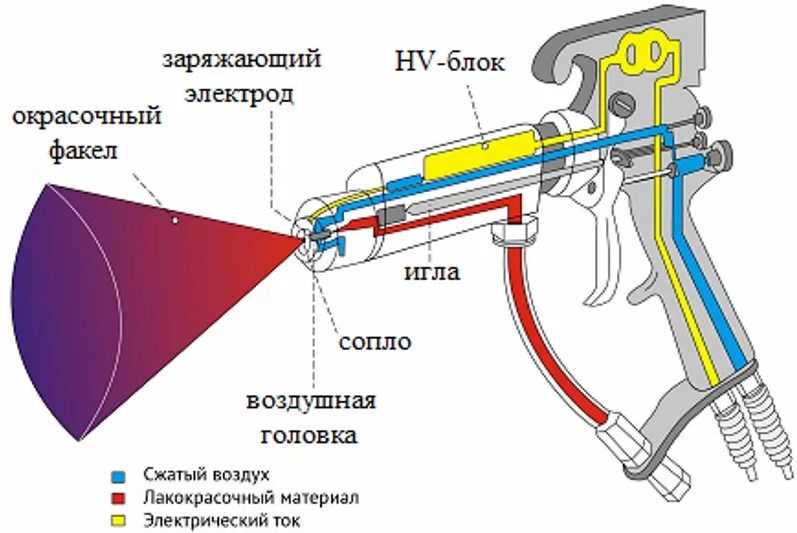
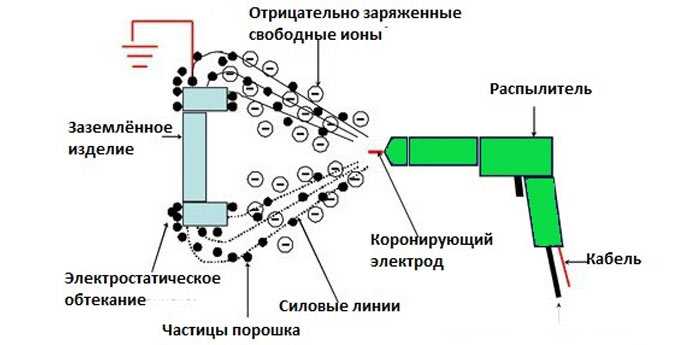
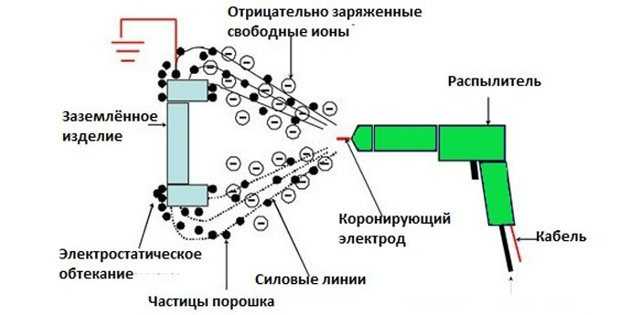
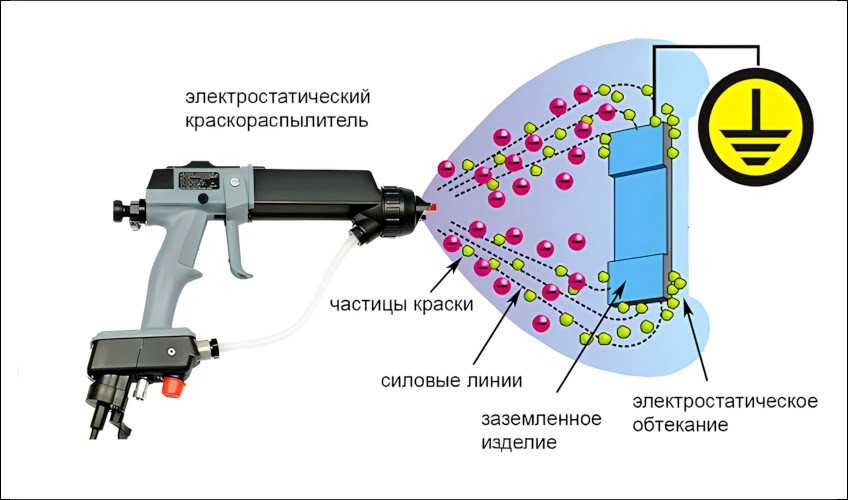
Электростатические пистолеты порошкового окрашивания
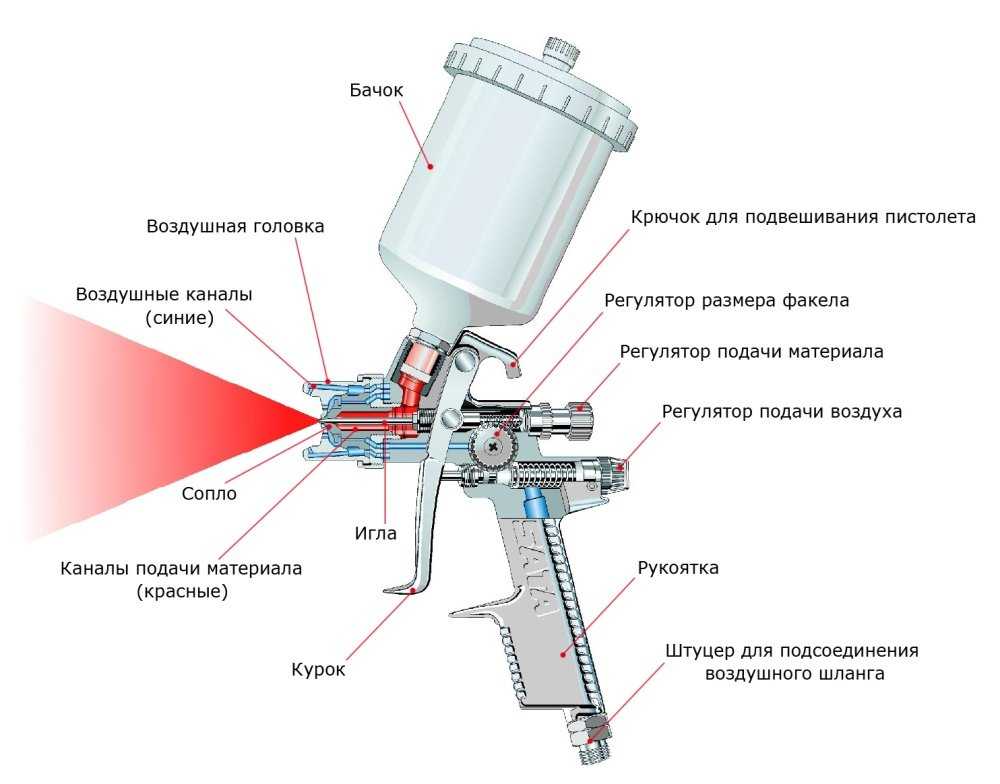
Конструкция таких приспособлений более сложная. Электростатический пистолет для порошковой покраски состоит из следующих частей:
- Корпуса с ручкой, на котором располагается панель управления.
- Бачка, заполняемой красящим порошком.
- Разрядника с электромагнитной ловушкой.
- Преобразователя (иногда комплектуемого и блоком питания).
- Электрода с соплом.
- Питающего и заземляющего кабелей.
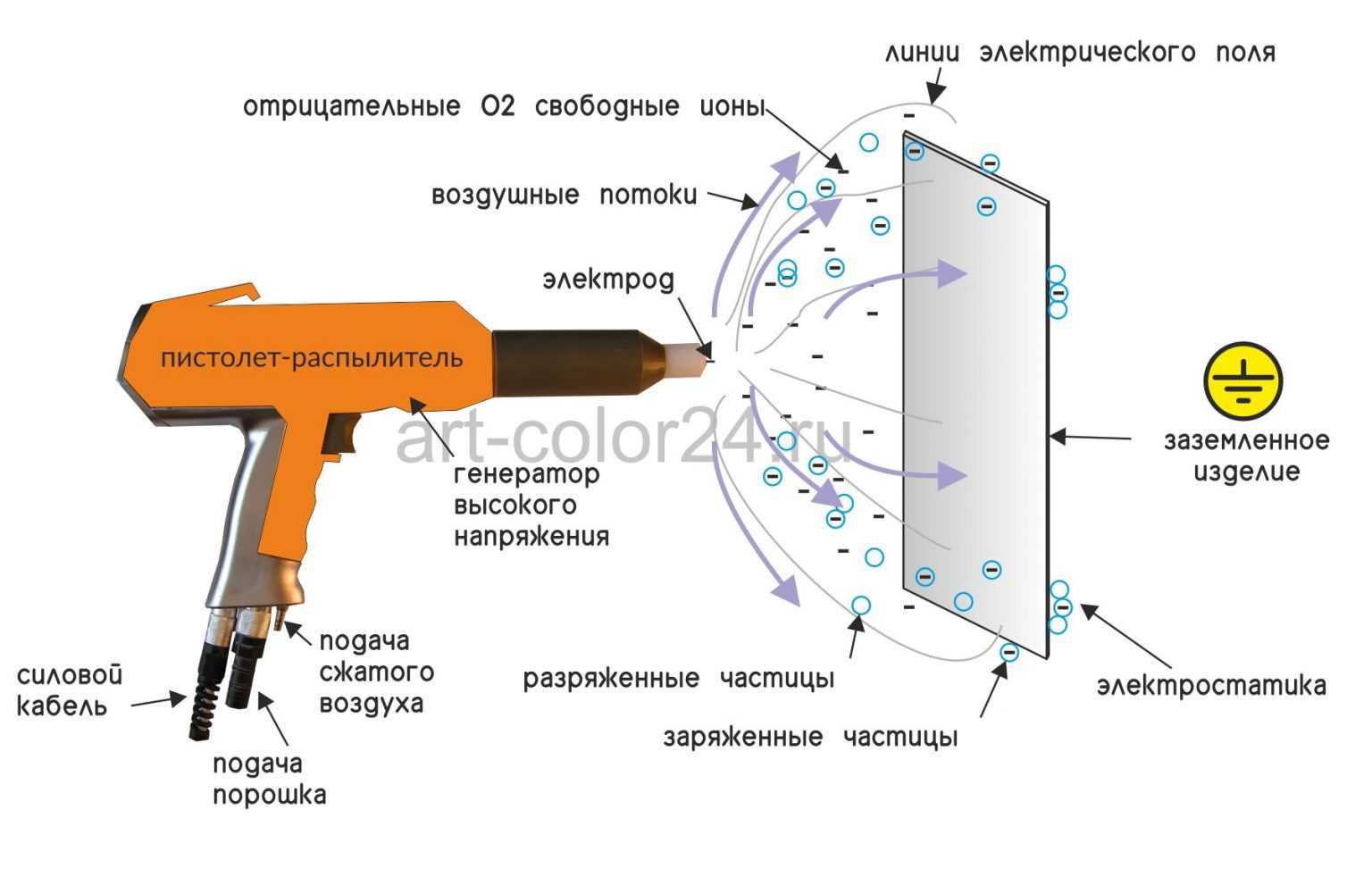
Поскольку электростатическое поле здесь создаётся принудительно, то для электризации подойдёт любая полимерная краска, например, полиэфирная или полиуретановая, что даёт электростатическому пистолету определённое преимущество перед трибостатическим.

При условии подачи в смешивающую камеру (которая занимает большую часть внутреннего объёма корпуса) сухого и чистого воздуха, заряд, приобретаемый частицами порошка, оказывается значительным. Это позволяет использовать электростатический пистолет для окрашивания больших поверхностей.
Последовательность действия устройства такова. Электростатическое поле, возбуждаемое разрядником, создаёт внутри камеры разность потенциалов, поскольку внешняя часть корпуса заземлена. Создаются силы, активно перемешивающие смесь, и направляющие её к выходу из камеры, где установлен полый электрод. Его электромагнитная ловушка дополнительно ускоряет поток заряженных частиц, и выбрасывает его наружу с большой скоростью.
Поскольку окружающий воздух имеет собственную влажность, то сила электростатического притяжения практически не зависит от расстояния между заземлённой поверхностью окрашиваемого изделия и пистолетом. В результате заряженные частицы порошка равномерно осаживаются на металл окрашиваемой заготовки.
Иной принцип создания электростатического поля реализован в пистолетах немецкой фирмы Ransburg. Здесь используется центробежное распыление от вращающегося с большой скоростью диска. Для заряда частиц используется скользящий контакт, который имеется на самом диске.
Поток порошка под воздействием центробежных сил разбивается на микроструи, и вытягивается электромагнитной ловушкой, после чего направляется на поверхность, требующую окрашивания. Траектория движения частиц располагается вдоль магнитных силовых линий электростатического поля, поэтому поток всегда получается плотным и равномерным.

Основные правила безопасной эксплуатации
При работе с краскопультом следует обязательно предусмотреть возможность проветривания помещения! Не стоит работать с данным инструментом, если в помещении отсутствуют окна, например, в подвале. Непосредственно перед работой осмотрите инструмент – он должен быть полностью исправен и готов к работе. Для защиты от искр специалисты рекомендуют надевать обувь на резиновой подошве и перчатки из кожи или натурального хлопка. Эти материалы помогут избежать поражения электрическим током. Защитить глаза помогут специальные очки.
Обязательно проверяйте качество заземления в том помещении, где собираетесь работать с краскопультом. Также стоит помнить о том, что при высоких температурах порошковые краски возгораются! Кроме того, следует регулярно проверять изоляцию самого распылителя. В случае необходимости ее стоит заменить или очистить. Таким образом, соблюдая несложные меры безопасности и грамотно подойдя к выбору краскопульта, можно за короткое время выполнить необходимые малярные отделочные работы.
Критерии выбора
Один из ключевых вопросов, который должен решить мастер — выбор конкретной порошковой краски для обработки объекта
Это очень важно, так как от материала напрямую зависит качество покрытия изделия. В магазинах предлагается большое количество различных видов сухих красок, обладающих разными характеристиками
Хорошая краска должна удовлетворять определенным функциональным требованиям. Основными среди них являются:
Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
Температурная стойкость. От краски требуется, чтобы она была устойчива к воздействию высоких температур, а также нагревам как периодическим, так и постоянным.
Электроизоляционные свойства. В большинстве своем полимерные покрытия являются диэлектриками, а это дает возможность использовать их для изоляции готовых изделий от электричества.
Химическая стойкость. Выбираемый материал должен хорошо переносить взаимодействие с маслами, жирами, моющими средствами, бензином и другими веществами, с которыми будет контактировать покрытие в процессе эксплуатации.
Стойкость к ржавчине
При выборе краски важно, чтобы она была устойчивой к воздействию химикатов и влаги — главных причин развития коррозии.
Дополнительно краска может отличаться между собой декоративными свойствами:
- Гладкие покрытия. Представлены в различных цветовых вариантах.
- Текстурные. Могут предусматривать определенные спецэффекты, например, апельсиновая корка, морщинистость и пр.
- Прозрачные. Используют для защиты металлических, сантехнических и других изделий.
- Тонированные. Позволяют высветить металл или подложку под различные виды материалов — металл, бронзу и пр.
- Степень блеска. В зависимости от этого различают полуглянцевые и глянцевые, а также покрытия с разной степенью блеска — от тусклого до сильного.
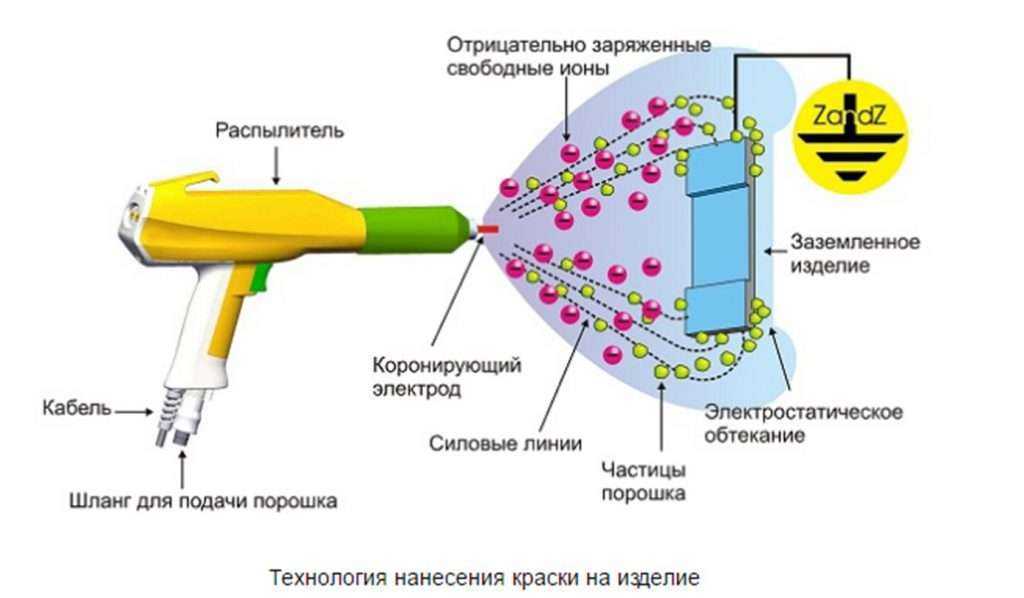
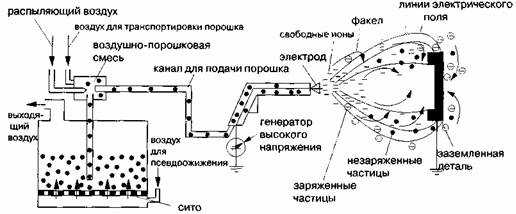
Принципы нанесения порошковой краски
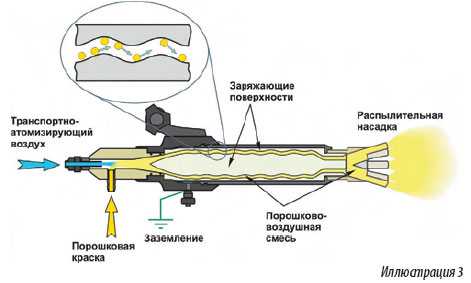
Порошковая окраска коренным образом отличается от традиционной жидкой. Здесь процесс нанесения красящего вещества происходит не в виде вязкой субстанции (которая под действием механической энергии выбрасывается из сопла краскопульта), а в виде мельчайших частиц сухого красителя.
Прилипание частиц к окрашиваемой поверхности происходит из-за их электризации, в результате чего ими приобретается заряд, отличный от того, которым обладает поверхность. Далее всё происходит в соответствии с известным законом Кулона о притяжении разноимённых электрических зарядов. Сила электризации определяет прочность сцепления.
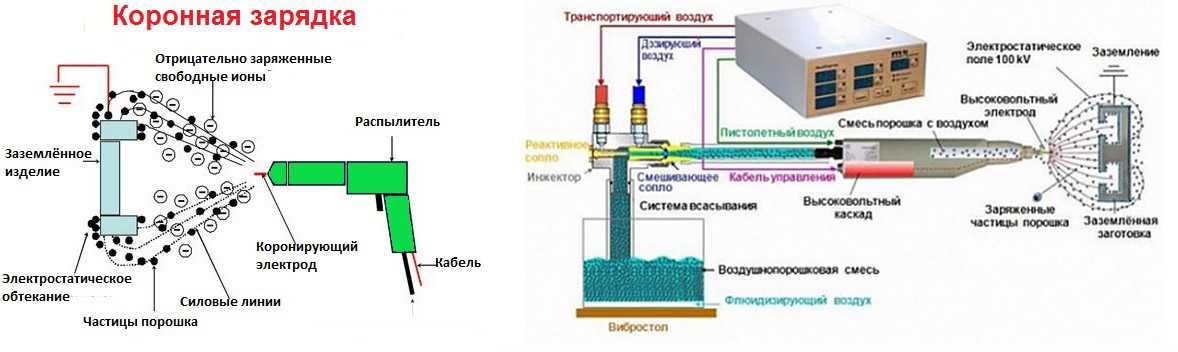
Приобретение изначально электрически нейтральными частицами положительного или отрицательного заряда может происходить двумя методами:
Электростатическим, когда частица порошка заряжается от внешнего источника. Поэтому порошковые пистолеты, реализующие этот принцип, называются электростатическими;
От кинетической энергии трения между смежными частицами, которые с большой скоростью вылетают из сопла красящего пистолета. Поскольку в этом случае используется трибостатический эффект, то и пистолеты получили такое же название.





Независимо от источника энергии, заряжающего порошок, равномерность уровня заряда приводит к тому, что оседание частиц красящего вещества происходит значительно более равномерно, и не связано с перепадами давления компрессора, усилием нажатия на курок и прочими факторами.
Кроме того, сухая порошковая краска более экологична, поскольку не содержит в себе токсичных органических растворителей. Тем не менее, при окрашивании рекомендуется пользоваться респиратором.
В применении порошковых красок имеются и ограничения. Например, с целью увеличения поверхностной активности окрашиваемой поверхности её рекомендуется подогревать до 150…200°С. В противном случае сила сцепления разноимённых зарядов уменьшается, что повлияет на долговечность.
Достоинства и недостатки
Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами, как экономичность и экологическая чистота, в чём заметно превосходит традиционную жидкую краску. Объясняется это отсутствием в составе порошковой краски опасных для здоровья растворителей и более медленным расходом. Все не сумевшие закрепиться после распыления на обрабатываемой поверхности частички краски можно собрать и использовать в дальнейшем для окрашивания других объектов.
Плюсы материала
Основными достоинствами порошковой краски можно назвать следующие:
- Отсутствие неприятного запаха, которым обладает его жидкий аналог.
- Сухие краски не склонны к самовозгоранию.
- Процедура окрашивания требует минимум времени.
- В случае получения не совсем удачного результата изделие легко перекрасить.
- Окрашивание проводится в один этап.
- Прекрасно ложится даже на не очень ровное покрытие.
- Лакокрасочное покрытие получается очень равномерным.
- Перед окрашиванием не приходится наносить грунтовочный слой.
- Сухие краски не подвержены коррозионным процессам и температурным перепадам.
Минусы окрасочного состава
В то же время эта технология имеет и ряд существенных недостатков:
- Невозможность использования для деревянных и пластмассовых конструкций.
- Для окрашивания крупных объектов необходимо большая печь для полимеризации.
- Трудности с получением тонкого слоя окрасочного материала.
- Высокая цена.