

Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
https://youtube.com/watch?v=0OqA6M1WAdg
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Материалы для изготовления трубогиба
![]()
Собрать простейший трубогиб своими руками можно из подручных материалов, которые найдутся и в частном хозяйстве, и на дачном участке. Для сборки изделия потребуются:
- деревянный щит (можно сколотить из ненужных досок);
- большие крюки (в них будет располагаться сгибаемая труба);
- пара прочных досок или два небольших бруса.
https://www.youtube.com/watch?v=-Vder1MlkUY
На заготовленном щите необходимо нарисовать полукруг, по которому нужно согнуть трубу. Если изделие будет универсальным и изготавливается для частого использования, можно нанести несколько полукругов. Внизу под основным полукругом вертикально располагаются и прибиваются доски или брус. Они помогут аккуратно завести трубу и зафиксировать ее концы во время выполнения гибки. Вдоль полукруга закрепляются крюки. Такой самодельный трубогиб оптимален для заготовки элементов систем отопления и водоснабжения. Единственным его неудобством является необходимость перевешивания крюков для получения разных углов изгиба на трубах.
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
![]()
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
![]()
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается. Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см
начало статьи)
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Способы гибки металлопластиковых труб
Когда появляется необходимость в сгибании металлопластикового отвода, можно применить несколько приемов. Они имеют свои плюсы и особенности.
Обычно прибегают к следующим способам:
- Ручная гибка.
- Использование трубогиба.
- С применением песка.
- Путем нагрева места изгиба.
Сгибание руками
Вручную трубу МП приходится выгибать уже в начале работы. Отводы продаются в бухтах и поэтому вначале их выравнивают. Берут за один край трубы, наступают ногой на пол и раскатывают отвод по полу. Получают почти ровную трубу.
![]()
Если сечение отвода не больше 20 мм, его можно смело гнуть руками. Большие диаметры вручную согнуть сложно.









Техника ручного сгибания следующая:
- Двумя руками захватывают трубу, положив большие пальцы вдоль нижней части трубы так, чтобы они соприкасались.
- Упираясь большими пальцами, сгибают отвод примерно на 20 градусов.
- Передвигают пальцы в сторону по трубе на 2-3 см, и опять сгибают отвод.
- Уже на третий раз отвод может принять изгиб в 90 градусов.
Изгибать трубу на более острый угол, чем 90, опасно: она может сломаться на изгибе.
Использование трубогиба
Самый простое оборудование для гнутья труб в разы ускоряет процесс. При этом существенно уменьшается риск деформации, конструкцию не надо нагревать.
Работать с устройством может любой человек, здесь не надо обладать какими-то навыками, большим опытом или знаниями.
Станок для гибки профильной трубы: Конструкция и виды
Когда для изготовления определённой конструкции нужно сделать загиб профильной трубы по заданному радиусу, то с данной задачей с лёгкостью справится гибочный станок для профильной трубы, при помощи которого можно выполнить загиб под углом до 180 градусов. Данное устройство может поменять конфигурацию труб из алюминия, металлопластика, нержавеющей стали. Причём гибка выполняется по необходимой форме и размерам.
Конструкция трубогиба
Конструкция этого устройства будет зависеть от его разновидности. Но основными элементами являются:
- закрытая или открытая рама;
- гидроцилиндр – основная часть станка, который выполняет силовую функцию;
- верхняя и нижняя планки;
- два трубных упора;
- выдвижной шток, обеспечивающий гибочное усилие трубогиба;
- перепускной клапан, рукоятка и нагнетательное устройство, находящиеся на задней части корпуса;
- упор конструкции или цапфа, концы которой устанавливаются на планках в отверстия;
- пружина, при помощи которой возвращается назад выдвижной шток.
Поверх основной части инструмента может находиться пробка для залива масла и проверка для уровня. На резьбовую часть станка наворачиваются установочные планки, являющиеся сварной конструкцией. Верхняя планка прижимается замком и двумя винтами, а нижняя закрепляется фиксирующей гайкой.
На поперечных пластинах устройства для установки опор находятся специальные отверстия. Внизу трубогиба есть резьбовые отверстия для установочных болтов, регулирующиеся по высоте. На этой конструкции изгибаемая труба находится на ручье, расположенного в центре её упора. Обеспечивающие изгибание элементы обязаны быть изготовлены из стального точного литья.
Для изготовления различных конструкций на сегодняшний день все чаще применяются профильные трубы, имеющие тонкую стенку. Потому чертёж конструкции трубогиба для этих заготовок немного отличается. Чтобы при изгибе трубы не случилась деформация её поперечного сечения, ролики по профилю необходимо подбирать такого же сечения, как и само изделие.
Виды трубогибов
Находящиеся в продаже профессиональные инструменты для гибки труб могут иметь гидравлический, электрический или ручной привод.
![]() Причём наиболее удобными являются электромеханические устройства, при помощи которых можно обеспечить самый точный угол и радиус изгиба. Применение этого трубогиба за собой не повлечёт каких-то деформаций профиля.
Причём наиболее удобными являются электромеханические устройства, при помощи которых можно обеспечить самый точный угол и радиус изгиба. Применение этого трубогиба за собой не повлечёт каких-то деформаций профиля.
Устройство с ручным приводом используется для изгибания труб небольшого сечения.
Трубогибы, оборудованные гидроприводом, могут согнуть заготовку, сечение которой может находиться в пределах 3 дюймов. Потому этот инструмент используется для проведения крупномасштабных работ.
Помимо того, трубогибы отличаются по способу действия на изделие, при помощи которого оно будет выгнуто. К этим способам относится:
- Намотка. Во время этого способа изгиба заготовка вначале прижимается к ролику станка. После в точке гибки устанавливается упор. Ролик начинает своё вращение и наматывает трубу между упором и собой. Причём изделие и шаблон остаются подвижными.
- Арбалетный способ, при этом на два стационарных ролика опирается труба и выгибается между упорами под действием шаблона, который находится на штоке.
- Способ вальцовки или прокатки под собой подразумевает применение трёх крутящихся роликов. Из которых два являются опорными, а один центральным. На трубу начинает давить центральный ролик, потому касательно опорных элементов он обязан быть установлен с учётом необходимого радиуса изделия.
- Обкатка считается наиболее простым методом изгиба трубы. На этом оборудовании шаблон находится неподвижно. Труба просто фиксируется, а прижимной ролик изгибает трубу вокруг шаблона благодаря его перемещению.
Во время изгиба труб тремя первыми методами радиус загиба задаётся шаблоном. Помимо этого, во время арбалетного метода изгиба все давление от штока переходит на заготовку изделия в верхнем месте шаблона, в котором металл наиболее сильно подвергается растяжению. Потому тонкостенные трубы в этой точке могут утратить свою форму или даже разорваться.
Способ прокатки почти не имеет недостатков. В заводских условиях именно вальцовкой создаются стальные отводы. Таким же способом намного эффективней и проще выполнять изгиб профильных труб.
Ручной рычажный трубогиб
https://www.youtube.com/watch?v=8IYuk41JNRY
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертёж рычажного трубогиба
Чертеж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Нарезаем заготовки
В крышке и станине проделываем отверстия для крепления вала.
Проделываем отверстия
Готовые заготовки
Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.
Свариваем детали
Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.
Устанавливаем вал
Крышку крепим к подставке болтами.
Крепим крышку
С обеих сторон на гайки прикручиваем две прямоугольные заготовки.
Монтируем прямоугольные заготовки
Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
Устанавливаем ролик
Две пластины вилки свариваем, разместив между ними заготовку из швеллера.
Свариваем вилку
Прикручиваем ручку из куска металлического профиля.
Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки.





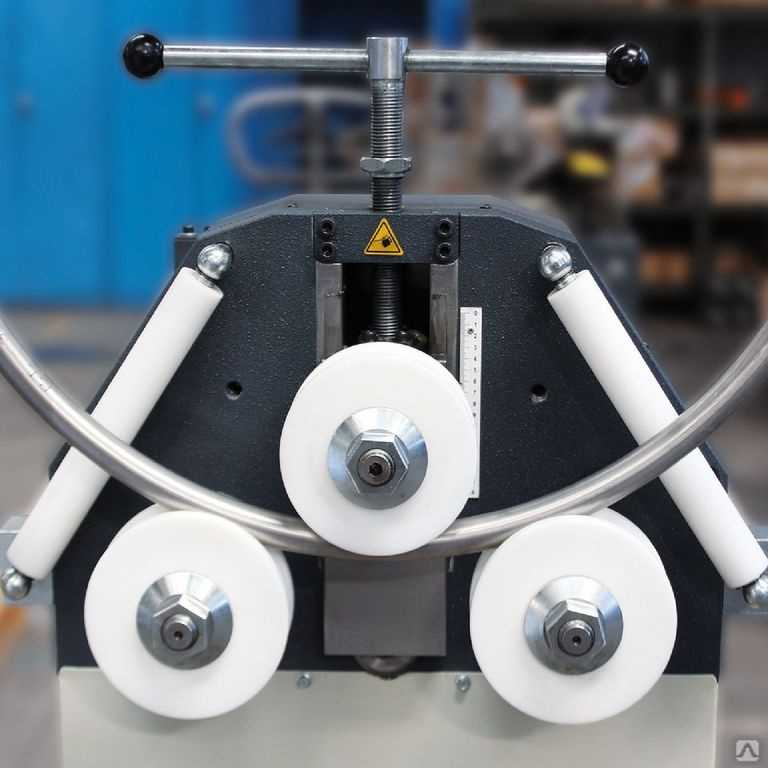

Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.
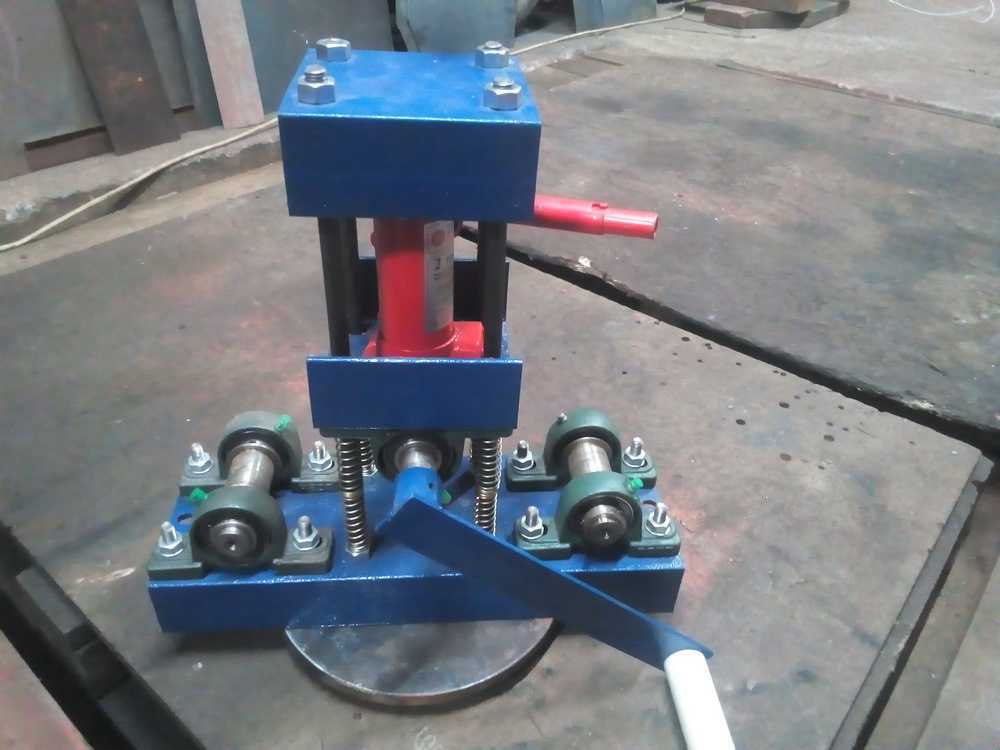
Фотоинструкция по самостоятельному изготовлению недорогого профилегиба из запчастей от старых автомобилей и велосипедов, подшипников, резьбовой шпильки и швеллера
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Это интересно: Листогибы — видео, классификация, виды, чертежи, марки
Последовательная сборка станка-трубогиба
С установкой боковых роликов, в принципе, всё понятно, а вот с центральной частью ещё нужно многое сделать.
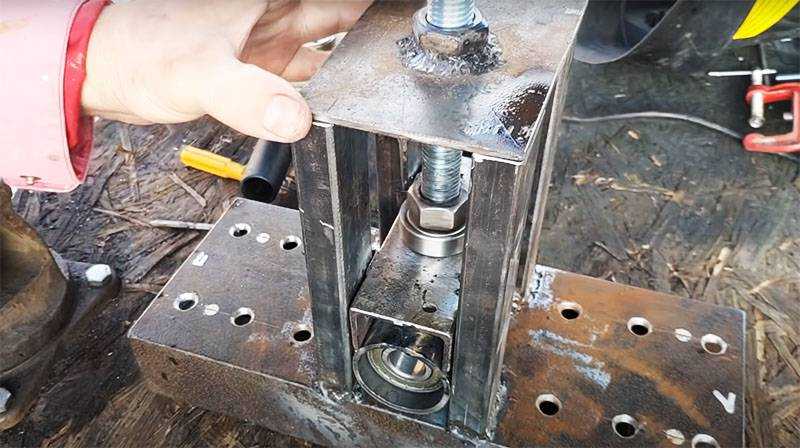
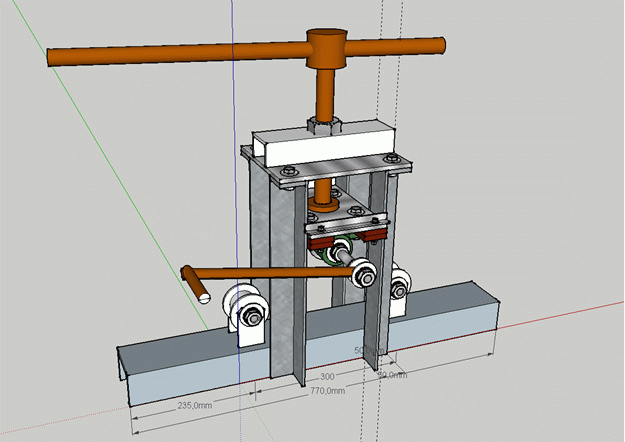
![]() ФОТО: YouTube.comП-образный каркас для центральной части помещается между кусками профиля длиной 25-30 см. Эти направляющие привариваются к швеллеру
ФОТО: YouTube.comП-образный каркас для центральной части помещается между кусками профиля длиной 25-30 см. Эти направляющие привариваются к швеллеру![]() ФОТО: YouTube.comСверху направляющие нужно накрыть металлической пластиной по размеру
ФОТО: YouTube.comСверху направляющие нужно накрыть металлической пластиной по размеру![]() ФОТО: YouTube.comСквозь верхнюю пластину нужно сделать прорезь для винтовой шпильки и приварить к ней гайку, а к п-образному основанию центрального ролика тоже приваривается гайка. Шпилька проходит сквозь верхнюю платформу и фиксируется в основании ролика в гайке
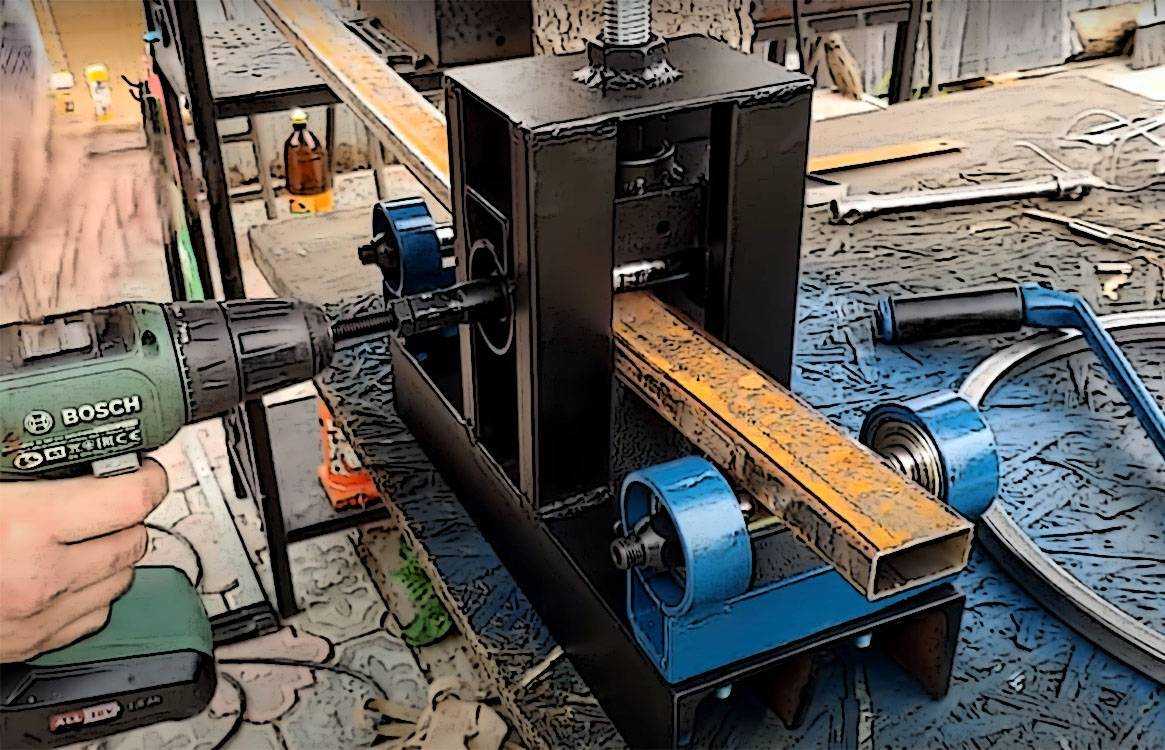
ФОТО: YouTube.comСквозь верхнюю пластину нужно сделать прорезь для винтовой шпильки и приварить к ней гайку, а к п-образному основанию центрального ролика тоже приваривается гайка. Шпилька проходит сквозь верхнюю платформу и фиксируется в основании ролика в гайке![]() ФОТО: YouTube.comЧтобы проворачивать в работе центральный ролик, на шток накручивается ручка. Автор сделал её из накидного ключа. С одной стороны он оставил ключ, а с другой ̶ смастерил рукоять из болта и куска трубы
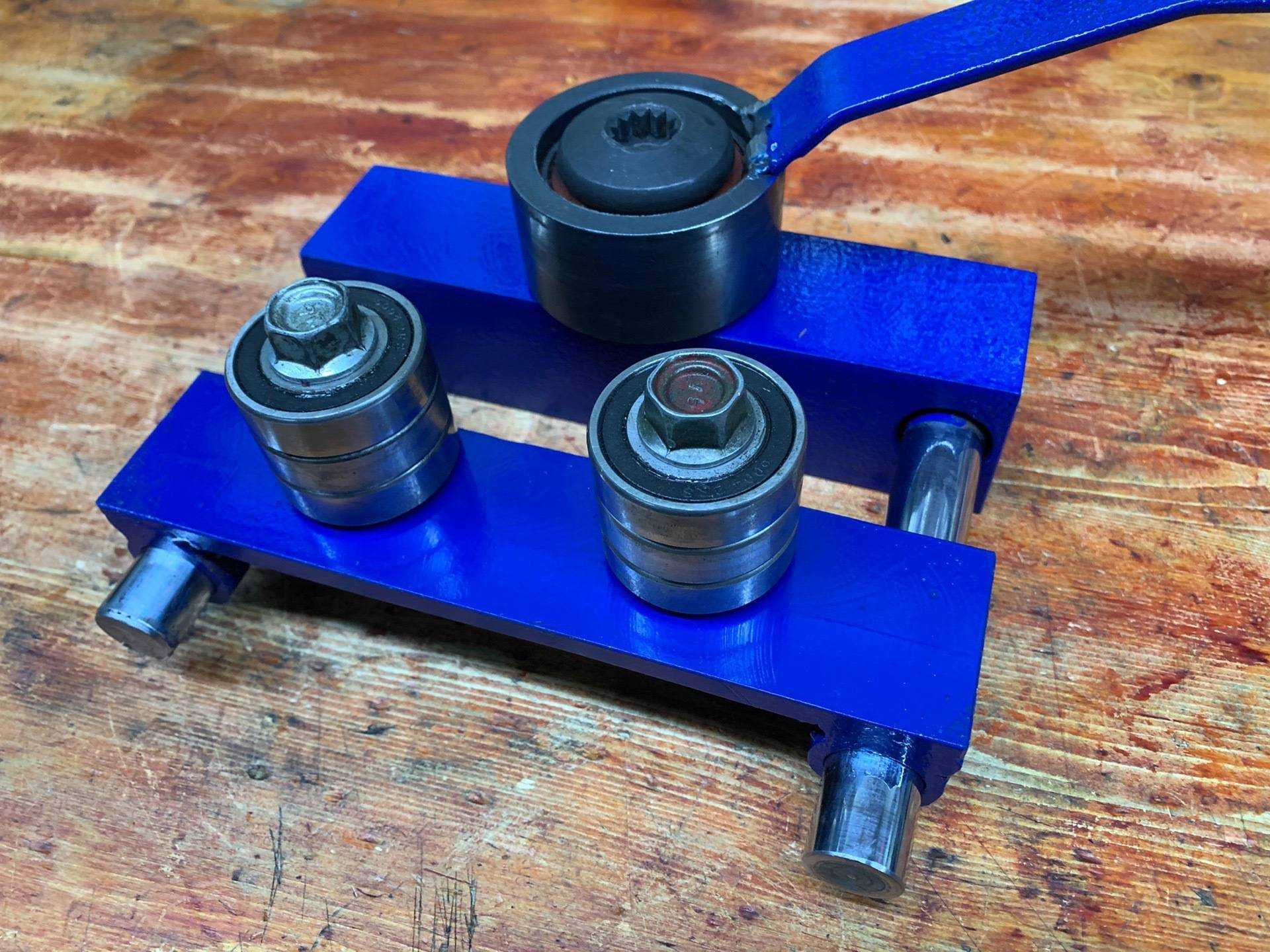
ФОТО: YouTube.comЧтобы проворачивать в работе центральный ролик, на шток накручивается ручка. Автор сделал её из накидного ключа. С одной стороны он оставил ключ, а с другой ̶ смастерил рукоять из болта и куска трубы![]() ФОТО: YouTube.comТеперь, когда центральная часть в сборе, можно зафиксировать боковые ролики на швеллере болтами, подтянув снизу гайками
ФОТО: YouTube.comТеперь, когда центральная часть в сборе, можно зафиксировать боковые ролики на швеллере болтами, подтянув снизу гайками![]() ФОТО: YouTube.comУправлять прижимной шпилькой будет гораздо удобнее, если приспособить на её верхушку удобную рукоять
ФОТО: YouTube.comУправлять прижимной шпилькой будет гораздо удобнее, если приспособить на её верхушку удобную рукоять![]() ФОТО: YouTube.comВ сборе конструкция будет выглядеть примерно так, не пожалейте времени на то, чтобы покрасить её, если не ради эстетики, то хотя бы для сохранности от коррозии
ФОТО: YouTube.comВ сборе конструкция будет выглядеть примерно так, не пожалейте времени на то, чтобы покрасить её, если не ради эстетики, то хотя бы для сохранности от коррозии![]() ФОТО: YouTube.comКстати, для экономии усилий и ускорения работы вращать центральный ролик при работе с профилем можно даже дрелью
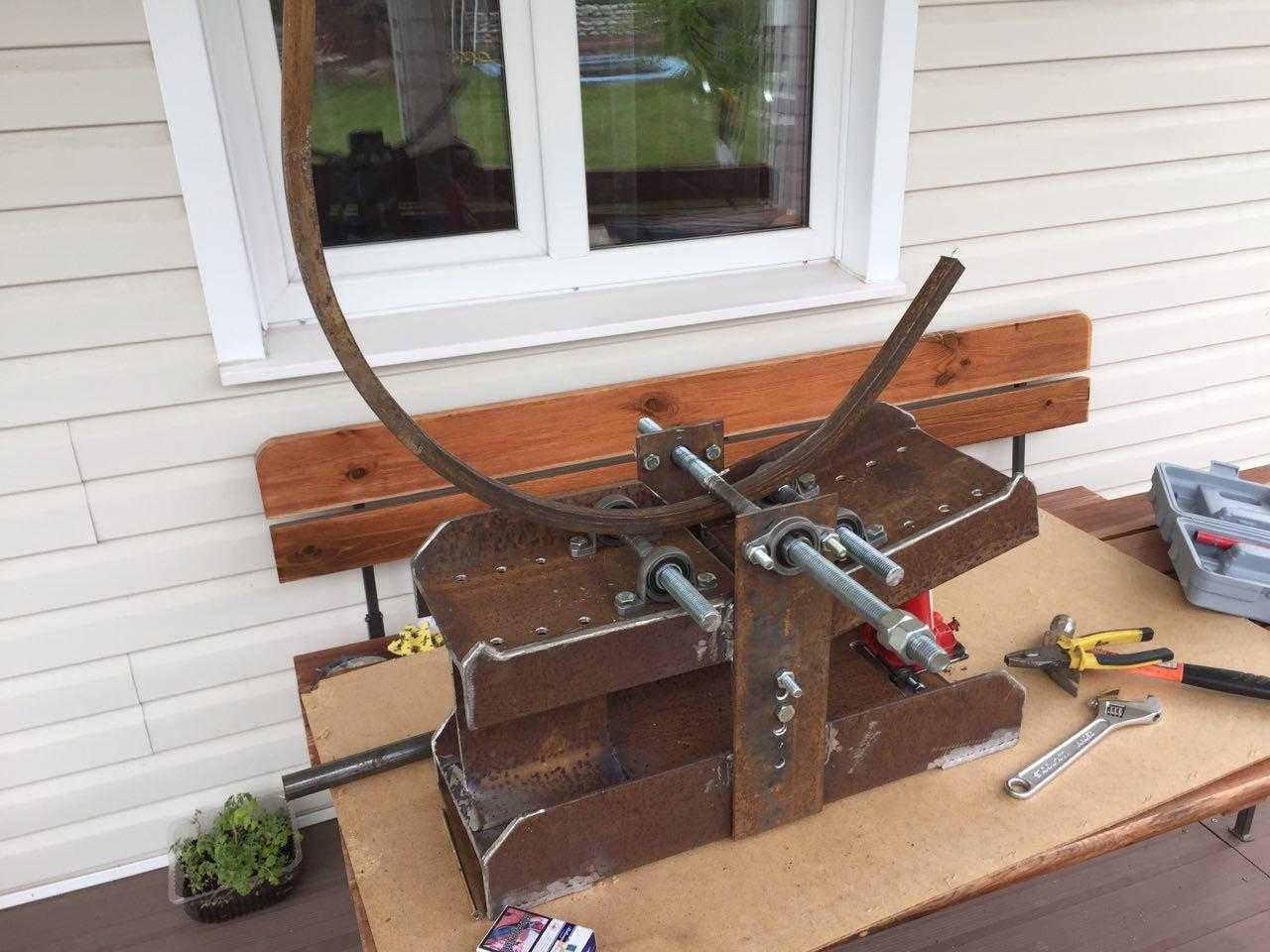
ФОТО: YouTube.comКстати, для экономии усилий и ускорения работы вращать центральный ролик при работе с профилем можно даже дрелью![]() ФОТО: YouTube.comИспользуя такой простой и надёжный станок, вы без труда согнёте металлический профиль даже в кольцо
ФОТО: YouTube.comИспользуя такой простой и надёжный станок, вы без труда согнёте металлический профиль даже в кольцо![]() ФОТО: YouTube.comСтанок справится и с крупными деталями, а с алюминиевым профилем – вообще без труда
ФОТО: YouTube.comСтанок справится и с крупными деталями, а с алюминиевым профилем – вообще без труда
При наличии навыков работы со сваркой на всю работу по сборке станка у вас уйдёт от силы день, а прослужит такая конструкция не один десяток лет.
Это не единственный вариант самодельного трубогиба. Вот, к примеру, принципиально иная конструкция, не менее эффективная, судя по отзывам пользователей:
![]() Watch this video on YouTube
Watch this video on YouTube
Фото трубогиба своими руками
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
https://youtube.com/watch?v=We_RRiwlLmY








https://youtube.com/watch?v=uLPqia3Asv0
Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Точечная сварка своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками





