

Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
- Технологическая подготовка производства. Организация сварочного производства и управление процессом.
- Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
- Проведение заготовительных операций сварочного производства.
- Приобретение необходимых расходных материалов в нужном количестве.
- Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
- Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
- Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
- Разработка технологических процессов.
- Выпуск технических заданий на проектирование и изготовление технологической оснастки.
- Составление графиков проводимых работ.
- Контрольные испытания.
- Осуществление входного контроля приобретенных материалов и оборудования.
- Обучение сварщиков и их периодическая аттестация.
- Освоение прогрессивных методов и их внедрение в производство.
- Поэтапный контроль за выполнением сварочных процессов.
- Обеспечение качества получаемых результатов.
- Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Роль сварки в современном мире
Рассматривая ответы на важные вопросы — когда изобрели сварку, кто придумал электрическую сварку, стоит обратить внимание на роль этой технологии в современном мире. В настоящее время активно развиваются лазерные разновидности сварочного процесса
![]()
Не так давно была открыта технология высококачественного соединения металлов. Появляются новые композитные материалы, стало востребованным использование алюминия, нержавеющих сталей, цветных металлов. В период современности произошло усиленное развитие сварочного оборудования, появились новые приборы с широкими функциями, возможностями.
В современности широкое распространение получили следующие виды высокотемпературного соединения металлов:
- аргонодуговая технология. При помощи нее можно производить любые виды соединений — стыковые, угловые, тавровые, внахлест;
- газовая. При помощи нее в послевоенное время начали изготавливать всевозможные конструкции. В наше время эту технологию применяют для изготовления трубопроводов, которые пролегают на дальнем расстоянии от источников тока;
- полуавтоматическая. Эта технология ускоряет процесс соединения элементов. Она имеет высокую точность, снижает риск образования соединения низкого качества;
- электродуговая сварка. Всегда была и остается востребованной технологией, которую используют на разных производственных предприятиях, заводах.
В период современности произошли некоторые изменения — поменялись источники питания, усовершенствовались держатели, но все же принцип горячего соединения остался таким же.
Если внимательно изучить вышеизложенную информацию, то можно будет найти ответы на важные вопросы — когда появилась сварка металлов, и кто придумал сварочный аппарат. Стоит учитывать, что данная технология появилась еще в древнее время, ее применяли для изготовления приспособления для труда, оружия и других необходимых изделий.
История развития имеет множество этапов, которые проходили в разное время вплоть до современности. Многочисленные исследования, открытия смогли разработать уникальные методы, которые в настоящее время активно используются на предприятиях и производствах.
Механическая обработка
Механообработка подразумевает срезание металла с поверхности заготовки поэтапно. Комплекс используемых технологий (в том числе – задействование различных типов станков), позволяет:
- придать детали любую нужную форму,
- просверлить необходимое количество отверстий,
- обеспечить ей эстетичный внешний вид путем шлифования и строгания.
За счет этих плюсов прочие методы изготовления деталей, как правило, уступают механообработке.
Данный метод позволяет изготавливать изделия в небольших количествах. Это как раз тот случай, когда использовать другие технологии невыгодно. Минимальный процент брака при механообработке делает её отличным вариантом для производства высококачественных деталей.
Механическая обработка деталей с использованием станков ЧПУ – одна из основных направлений . Специалисты нашей компании используют современное универсальное высокоточное оборудование, что гарантирует высокое качество готового продукта.
Наши годы
![]()
В конце 20-го и начале 21-го столетий развитие сварочного дела не остановилось.
Сегодня выделяют десятки способов металлообработки, каждый из которых может похвастаться своими преимуществами. Поговорим о каждом из них.
Электродуговая сварка
![]()
Распространена настолько, что ее применяют в 8 случаях из 10. Это настоящий лидер, который заметно выделяется среди остальных.
Электрошлаковая техника
![]()
Новый способ обработки больших конструкций, таких как металлопрокат, котлы и другие. Базовый принцип сварки кроется в этом: электрический импульс проходит сквозь шлак.
Последний появляется во время растапливания флюса, который считают проводником электричества. Как итог – после прохождение тока сквозь остаток происходит выделение тепла.
Выделяют такие виды сварки с использованием шлака:
- работа электродов, работающих с крупным сечением;
- тремя проволоками из сетки.
Связная и прессовая сварка
![]()
Уильям Томпсон придумал связной способ сварки, который сегодня считают довольно старым методом. Изначально она была популярной в Штатах, затем стала частью российских технологий.
В связи с этим открывалось большое количество исторически известных научных центров и , Институт Патона и десятки других.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.
![]()
Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение — давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Сварка на высоте
![]()
Особого рассмотрения требуют так называемые «работы на высоте», под которыми понимается расположение сварщика и оборудования на удалении не менее 1,5 метра от уровня земли.
При таких сварочных работах использование специальных поясов для страховки считается обязательным.
Согласно действующим нормативам (ГОСТ), касающихся проведения сварочных операций, высотные работы могут выполняться лишь при наличии подмостей (приставных лестниц), оборудованных лесов или навесных люлек.
Неприставные высотные конструкции обязаны иметь надёжные защитные ограждения и настил из невоспламеняющихся (негорючих) материалов.
В случае невозможности использования временных приспособлений допускается применять для этих целей уже готовые конструкции, располагающие подходящими зацепами для фиксации предохранительных поясов.
При одновременной сварке на отличающихся по высоте отметках должны использоваться ограждающие перекрытия (щиты или настилы), обеспечивающие защищённость оператора, находящегося на более низком уровне от разбрызгивания металла.
При этом виде работ электросварщик обязан пользоваться холщовой сумкой для хранения инструмента, а также специальным электродным пеналом, исключающим их случайное падение.
Помимо этого к работе со сварочным аппаратом в высотных условиях запрещается привлекать лиц, не имеющих соответствующего уровня квалификации и не прошедших предварительно специального инструктажа.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.


При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I = (35-45)*D
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Классификация основных видов сварки плавлением
В зависимости от способа передачи тепла методы делятся на газовые и электрические. Последняя технология, в свою очередь, имеет несколько разновидностей.
Рекомендуем к прочтению Что такое автоматическая сварка
Плазменная
Для нагрева используется укороченная дуга. Носителем энергии является электрический разряд. Металл разогревается благодаря воздействию ионизирующего газа. Для запуска процесса требуется повышение температуры до +5500 °С. Принцип действия метода основан на расплавлении материала потоком плазмы, вырабатываемой плазмотроном. Дуга окружена газом, который быстро ионизируется. Заряженные частицы формируют направленный поток. Метод применяют для сварки заготовок из:
- вольфрама;
- молибдена;
- никелевых сплавов;
- нержавеющих сталей.
Плазменная сварка может использоваться для соединения и резки металлических листов толщиной до 1 см.
![]() Плазменная сварка.
Плазменная сварка.
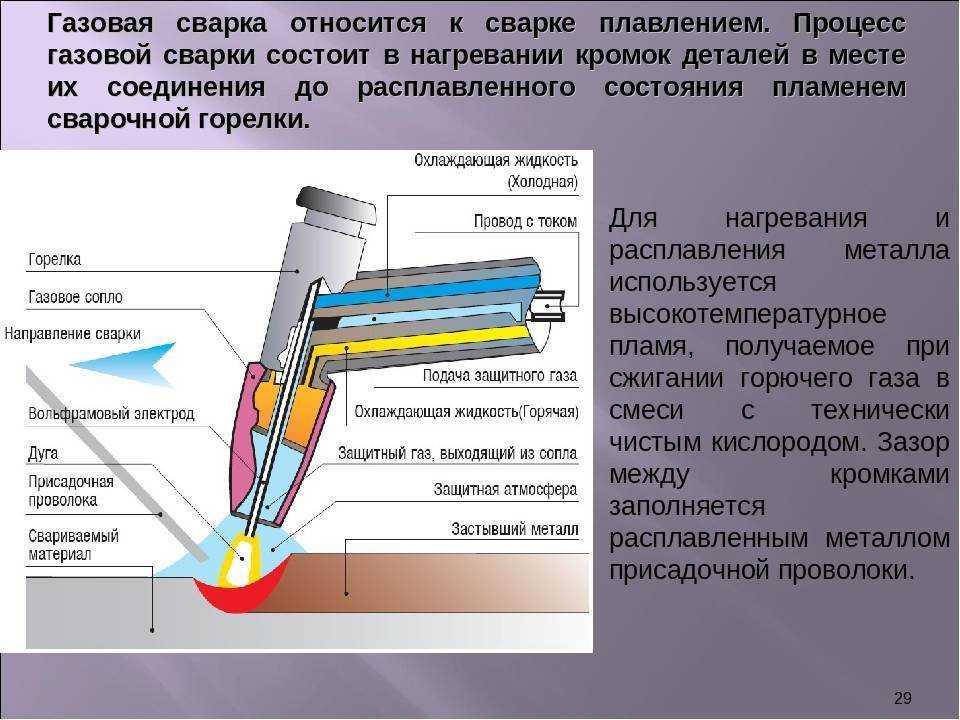
Газовая
Сварка с плавным нагревом используется для скрепления медных, алюминиевых, чугунных, стальных заготовок. Расстояние между соединяемыми деталями заполняют присадочным материалом, который плавится вместе с краями элементов конструкции. Стык прогревают горелкой, пламя в которой образуется при поджигании смеси кислорода и другого газа:
- водорода;
- пропана;
- бутана;
- ацетилена;
- бензиновых или керосиновых паров.
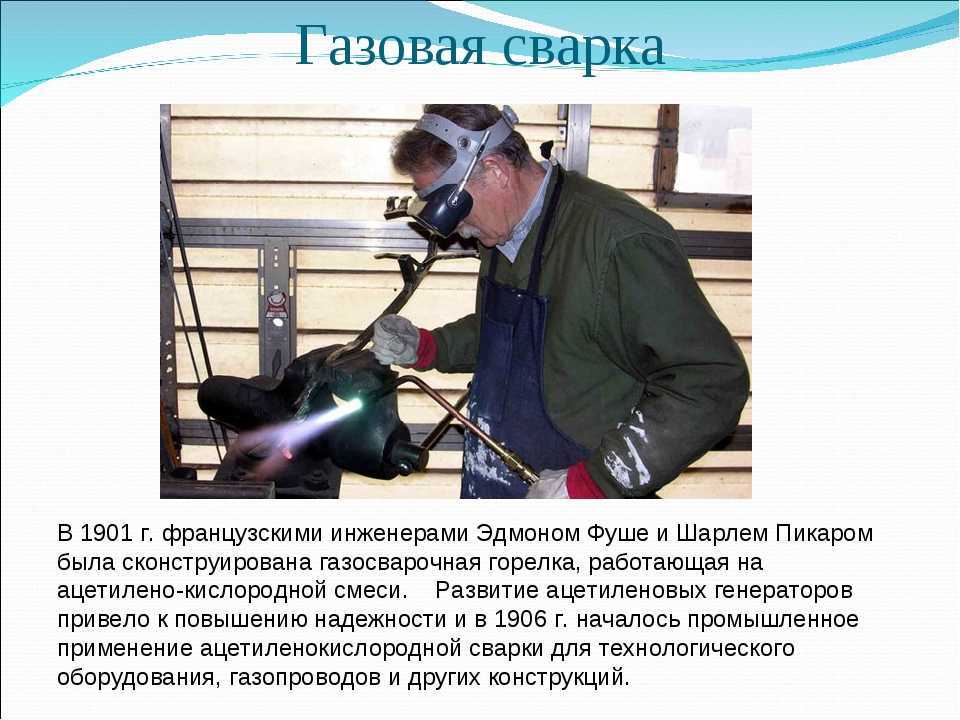
![]() Газовая сварка. При газовой сварке не используется электрическая энергия, поэтому работы можно выполнять в любых условиях. Недостатком считается невозможность скрепления толстых деталей.
Газовая сварка. При газовой сварке не используется электрическая энергия, поэтому работы можно выполнять в любых условиях. Недостатком считается невозможность скрепления толстых деталей.
Дуговая
Нагрев металла осуществляется за счет дуги, возникающей при прохождении тока через детали и электрод. Из расплавленных краев заготовок и присадочного материала формируется сварочная ванна. После остывания жидкого металла образуется сварной шов. Способы дуговой сварки классифицируют по таким характеристикам:
- вид электрода (неплавящийся, плавящийся);
- тип тока (постоянный, переменный, с прямой или обратной полярностью);
- уровень механизации (автоматическая, ручная, полуавтоматическая);
- вид дуги (прямая или косвенная);
- способ защиты рабочей зоны (флюсы, использование покрытых электродов или инертного газа).
Присадочный материал должен быть выполнен из того же металла, что и заготовка. При невозможности определения марки стали приобретают переходные электроды. Их же используют для сварки деталей из разнородных сталей. В качестве неплавящихся электродов применяют угольные, вольфрамовые или графитовые стержни.
Рекомендуем к прочтению Как использовать ультразвуковую сварку
![]() Дуговая сварка.
Дуговая сварка.
Лазерная
Разогрев кромок происходит под воздействием луча. Лазерная сварка считается самым точным методом формирования сложных конструкций.
Лазерная сварка подходит для работы с драгоценными и цветными металлами, нержавеющей сталью, титаном. К преимуществам метода относятся:
- отсутствие нагрева прилежащих к шву областей, минимизирующее вероятность деформации;
- возможность работы в труднодоступных местах;
- перевод аппарата в режим резки без использования дополнительных модулей;
- возможность работы без газовой среды и флюса.
![]() Лазерная сварка. Недостатками считают низкий КПД, высокую стоимость оборудования.
Лазерная сварка. Недостатками считают низкий КПД, высокую стоимость оборудования.
Электрошлаковая
Для плавления металла используется энергия, выделяемая при прохождении тока через слой жидкого шлака. Заготовки устанавливают вертикально, с небольшим расстоянием.
Сварочная ванна поддерживается ползунами. Они перемещаются по мере формирования шва. Электрошлаковая сварка применяется для соединения габаритных элементов из никелевых, медных и титановых сплавов. Преимуществом считается формирование шва любой толщины за 1 проход.
![]() Электрошлаковая сварка.
Электрошлаковая сварка.
Индукционная
Заготовка нагревается под воздействием электромагнитной индукции. Для этого применяют высокочастотные токи, проникающие в металл. Шов формируется за несколько секунд. Длительность нагрева не зависит от толщины заготовок или теплопроводности материала. Такая сварка чаще всего применяется для соединения элементов стальных трубопроводов.
![]() Индукционная сварка.
Индукционная сварка.
Электронно-лучевая сварка
Источником высокой температуры становится сфокусированный луч, вырабатываемый специальной пушкой. Процесс ведется в вакуумной камере. Плавлению способствует интенсивная бомбардировка металла движущимися с высокой скоростью электронами. Кинетическая энергия частиц при ударах преобразуется в тепловую. Металл расплавляется, образуется шов. Метод распространен в приборостроении, авиации, космической отрасли.
![]() Электронно-лучевая сварка.
Электронно-лучевая сварка.
Организация сварочного производства
Организация производственных процессов является фундаментом всего. Даже если найти высококвалифицированных специалистов, качественное оборудования, электроды и другие расходные материалы, получить отличный подряд, можно загубить все дело, если безответственно организовать работу.
Сварочные работы могут выполняться на производственном участке предприятия или на двух типах объектов вне пределов сварочного цеха: на строительно-монтажной площадке или платформе для ремонта. Оптимальным вариантом является специализированный завод. Считается, что именно такие условия наиболее благоприятны для выполнения сварочных работ. Помещения, в которых находятся сварщики, подключены к электрической сети снабжения, отапливаются и оборудованы системами приточно-вытяжной вентиляции. Они оснащены достаточными источниками света и современным высокотехнологичным оборудованием.


Хорошие условия дают возможность сварщикам уделять максимум внимания качеству и соблюдению всех требований технологической цепочки. Специалисты, работающие под открытым небом, такого комфорта лишены. Нередко работать им мешает сильный ветер, низкая технологичность переносного оборудования и прочие факторы. Вне зависимости от места работы, сварщик должен обладать достаточным уровнем знаний и навыков.
Есть и еще одно существенное отличие. Работающие на выезде работники, как правило, имеют индивидуальные задания. Они сами контролируют процесс выполнения работы и отвечают за качество персонально. Реже функции контроля и организации ложатся на прораба, бригадира или мастера участка. Совсем иная картина на заводе.
Прежде всего, нужно обратить внимание на то, что сварочный процесс в заводских условиях носит максимально универсальный характер. Здесь можно сваривать разные материалы и решать задачи самого сложного уровня
Все, что требуется для выполнения особо сложных работ – соответствующие материалы, оборудование, навыки специалиста и организация процесса со стороны руководителей среднего звена. В процессе производства принимают участие сварщики, ведущие специалисты предприятия, инженеры и технологи. Их работы организована по принципу конвейера. Другими словами, каждый из сотрудников выполняет возложенную на него задачу, которая является составляющей общего производственного процесса.
Чем больше сотрудником, тем более ярко выражен так называемый человеческий фактор. Не все и далеко не всегда могут делать свою работу одинаково качественно. К сожалению, избежать ошибок не удается. Брак, допущенный одним сотрудником, отражается на всей производственной цепочке. Могут иметь место какие угодно проблемы: как самая простая (например, неверно выбранный режим сварочного аппарата или непостоянная дуга), так и более сложные, связанные с упущениями в контроле качества. Если соединение деталей получилось некачественное, то изделие будет выбраковано.
Кроме того, на производстве требуется выполнять и другие работы. К примеру, требуется подготовить технологическую карту для конкретного вида работ или же подготовить проектную документацию под определенную задачу. Для выполнения такого рода заданий требуется наличие большого опыта и знаний. Наиболее подготовленными в этом плане являются инженеры. Они разрабатывают технологические карты, составляют чертежи, подбирают наиболее подходящие режимы сварки, материалы и комплектующие. Разработанная ими документация проверяется другими специалистами и только после этого попадает к главному сварщику или ведущему специалисту. Он раздает задания своим подчиненным – сварщикам первого звена.
Технология сварки
Технология сварки и проведение сварочных работ основывается на действии критически высоких температур. Дуговая сварка позволяет сводить металлы в неразрывное соединение, создавая не уступающий в прочности материалу шов. В итоге получается непрерывная структура за счет молекулярного сцепления элементов.
Электрическая дуга
Требуемую температуру в 1000◦С создают за счет электрической дуги, которая является коротким замыканием между двумя близко расположенным электродами. Подающееся на электроды напряжение увеличивается до пробоя воздуха, выполняющего функцию изолятора. Образованная искра вынуждает замкнуться электроцепь, кислород зазора ионизируется. Подача электротока усиливается в связи с сопротивлением воздушной подушки, происходит розжиг дуги, и она замыкает цепь.
Далее следует стабилизация дуги с помощью определения и установки конкретной длины между электродами и сдерживания заданных показателей энергоснабжения.
Электроды
Обязательным участником в процессе сварки является сварочный электрод – специализированный стержень из металла или другого пригодного сырья, пригодного для проведения тока к завариваемым элементам.
Электроды различаются по типам:
- Плавящиеся – из металлов;
- Неплавящиеся – угольные, графитовые, вольфрамовые.
От корректности выбора электрода зависит надежность, качественность шва, его соответствие основному металлу и свойствам, необходимым для функционирования конечного оборудования. Например, для изделий, которые используются в агрессивных окислительных средах, требуются стержни, способные создать устойчивый к межкристаллитной коррозии швы.
При выборе электрода немаловажны характеристики:
- Диаметр электрода (распространены ф4 и ф3);
- Тип металла;
- Форма кромок деталей;
- Род тока;
- Положение сваривания в пространстве.
Процесс сварки
Действие электродуги различается как:
- Косвенное – дуга создается между независимыми электродами;
- Прямое — образуется между деталью, являющейся элементом электроцепи, и электродом.
Упрощённая версия технологии применения плавящегося электрода
Ток проводится к металлу, разгоревшаяся дуга теплом плавит кромки свариваемых элементов. Создается «сварочная ванна» – временное состояние металла в расплавленном виде. В этот момент капает сплав со стрежня, а горящее покрытие стержня дает газовую защиту вокруг дуги. С удалением дуги от зоны работы, металл твердеет, формируется шов, который защищается панцирем или коркой из всплывшего шлака.
Виды сварочных швов
![]()
Виды сварных соединений. Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
![]()
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры. В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
![]()
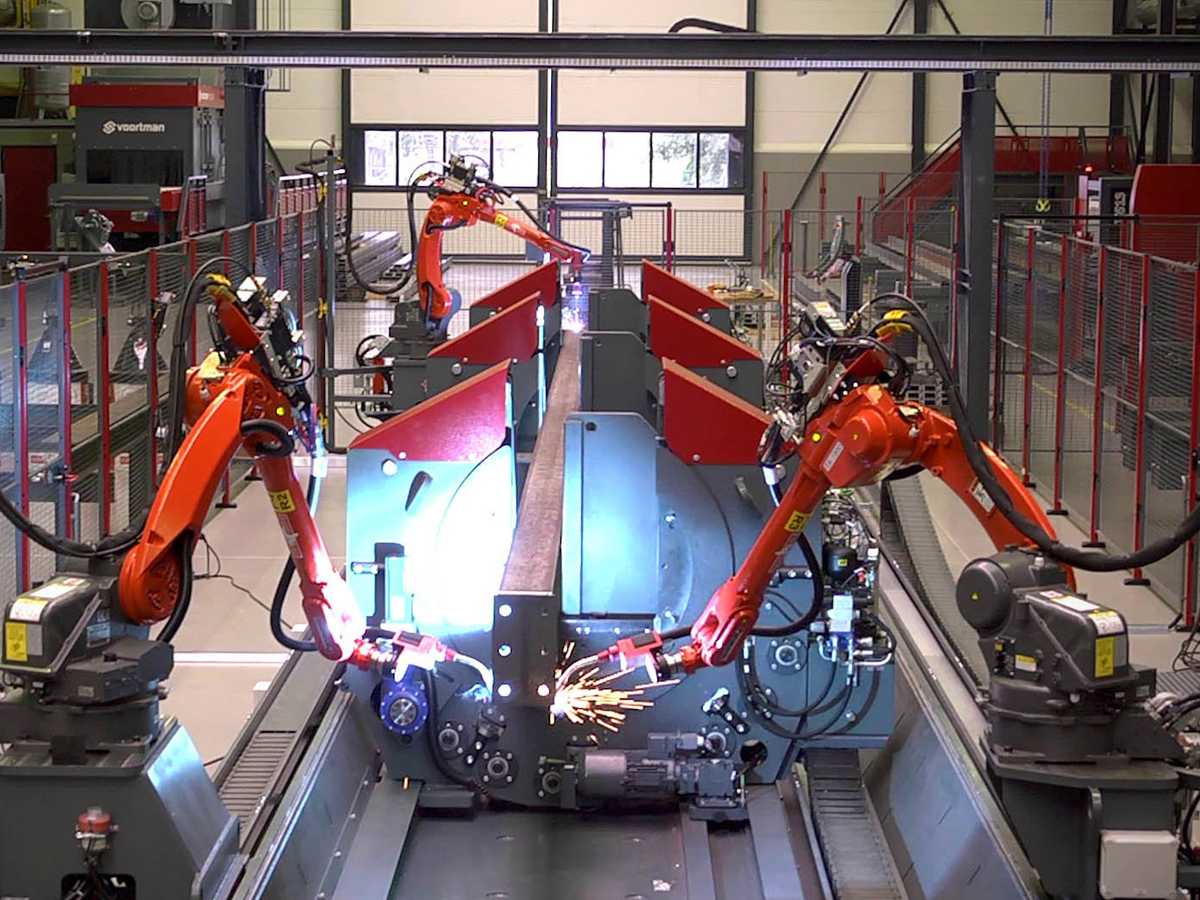
Технология сварки на специальном оборудование
В результате сварки получается неразъемное соединение, которое называют сварным. Как правило, такая технология используется при работе с металлами.
Технология сварочного производства подразумевает использование различных источников энергии.
В качестве них могут быть применены такие, как:
- Электрическая дуга.
- Электрический ток.
- Лазерное излучение.
- Электронный луч.
- Ультразвук.
- Газовое пламя.
На основе используемого источника энергии и выделяют разновидности сварочного процесса, каждая из которых имеет свои преимущества и недостатки.
В настоящее время процесс сварки может проводиться не только в условиях промышленных предприятий, но и в бытовых, а также полевых условиях. Благодаря качественному оборудованию сварочный процесс становится все более простым и надежным.
Разновидности сварки
Существует огромное количество технологий сварочного производства, требующих использования специального оборудования, в настоящее время их насчитывается около 150.
Основная классификация сварки подразумевает разделение процессов по физическим, техническим и технологическим признакам.
Физическими признаками являются форма и вид используемой энергии, форма энергии показывает класс сварки, а вид энергии – вид самого процесса.
По такому признаку можно выделить 3 вида сварки:
- Термический класс. Эта категория включает в себя виды сварки, которые осуществляются плавлением и требуют тепловой энергии.
- Термомеханический класс – включает в себя виды сварки, которые осуществляются при использовании не только энергии, но и давления. Это контактная, кузнечная и газовая сварка.
- Механический класс – сварка, которая осуществляется при использовании механической энергии. Это холодная сварка, сварка ультразвуком и трением.
К техническим признакам сварочного процесса можно отнести способ защиты металла в области сваривания, а также степень автоматизации процесса и его непрерывность.
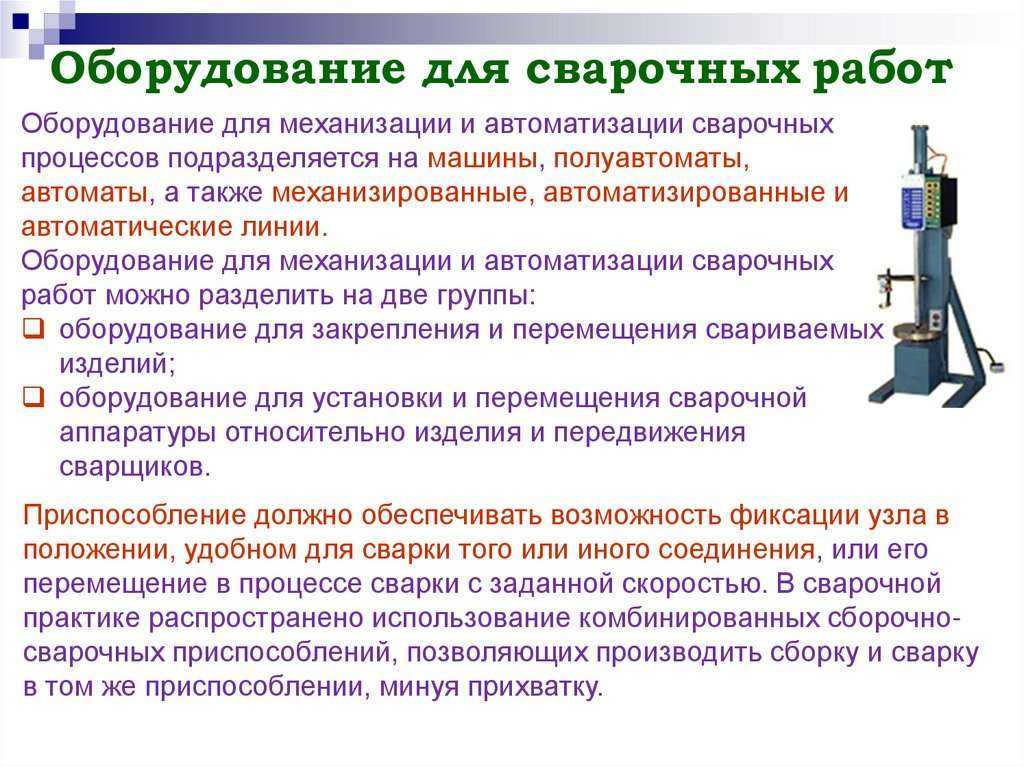
Сварочное оборудование
В зависимости от типа сварочного процесса используется определенное оборудование. Из-за востребованности оборудования его ассортимент в продаже очень велик.




Можно выделить следующие виды оборудования:
- Инверторные полуавтоматические инструменты. Очень удобное оборудование, имеет малый вес и габариты. Отличный вариант для использования на строительных площадках.
- Сварочные аппараты для точечной сварки.
- Сварочные инверторы.
- Трансформаторы.
- Редукторы.
- Полуавтоматы. Осуществляют сварку в среде защитного газа, главным элементом выступает электрод.
Среди производителей техники можно особенно выделить таких, как Атом-сварка, Forte, Gerrard GYS, Kaiser Stanley – это наиболее известные компании, осуществляющие изготовление различного рода сварочного оборудования.
Современное оборудование и технологии сварочного производства позволяют получить качественные сварочные швы и обеспечить надежный и безопасный технологический процесс.
Новейшее оборудование для сварки отличается высоким КПД, мощностью, функциональностью. Аппараты оснащаются многими удобными функциями, в частности системами плавной регулировки тока и скорости работы.
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы – плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ – это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.





